分享车铣两个零件的编程网友提供什么(车铣加工程序)
导语:分享车铣两个零件的编程,网友提供
这两个图,一个是车,一个是铣,均属于比较简单的教学用图!工艺和程序如下!
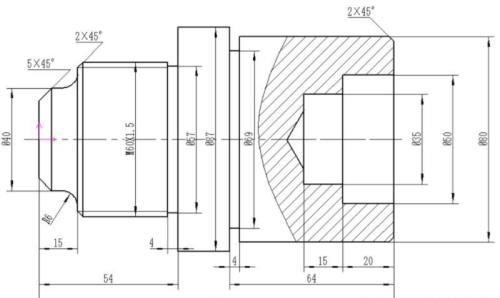
1.第一个图-车
工艺:
先加工零件的右端,90度外圆车刀,刀宽4mm的切槽刀,麻花钻,23镗刀;掉头加工零件的左端,外圆刀,切槽刀,以及60度螺纹刀!
主要程序
%O1;右端外圆
M3S1000
T0101
G0X92
Z2
/G71U2R1
/G71P1Q2U0.W0.1F0.1
N1G01X76F0.1
Z0
X80C2
Z-64
X87C0.2
W-20
N2G0X92
Z100
M5M30

%O2;右端内孔
M3S1000
T0303
G0X23
Z2
G71U2R1
G71P1Q2U0.W0.1F0.1
N1G01X51F0.1
Z0
X50C0.5
W-20
X35
W-15
N2G0X23
Z100
M5M30

O3左端轮廓
M3S1000
T0101
G0X92
Z2
/G71U2R1
/G71P1Q2U0.W0.1F0.1
N1G01X30F0.1
Z0
X40C5
Z-15R2
X55.8
X59.8C2
W-54
N2G0X92
Z100
M5M30
O4螺纹
M3S720
T0202
G0X62
Z6
X59.8
G92Z-51F1.5
X59
X58.5
X58.25
X58.05
G0X62
Z100
M5M30

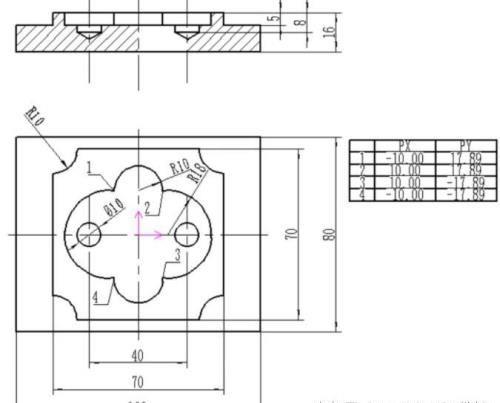
2.铣床
工艺,先加工外轮廓,直径小于20的立铣刀;然后钻头钻三个孔,其中一个工艺孔,铣刀小于20mm,例如16的立铣刀
程序,外轮廓
%O1
G54G90G94G40
M3S3000
G0X0Y0
Z10
G41G01X-35Y-60D01F500
G01Z-5
Y25
G3X-25Y35R10
G1X25
G3X35Y25R10
G01Y-25
G3X25Y-35R10
G01X-25
G3X-35Y-25R10
G01Y0
G0Z10
G40X0Y0
M5M30
O2钻孔
...
G81X40Y0Z-10R10F60
X0
X-40
G80G0Z100
...
O3内轮廓
%2;16立铣刀
G54G90G94G40
M3S3000
G0X0Y0
Z10
G01Z-5F50
G42G01X-19.99Y-10D01F100
G02X-29.99Y0R10
X-10Y17.89R18
X20R10
Y-17.89R18
X-10R10
X-29.99Y0R18
X-19.99Y10R10
G0Z10
G40X0Y0
M5M30
我是数控教师,zny850210,更多内容请关注!祝好!
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小琪创作整理编辑!