大跨度桁架结构(大跨度桁架起拱要求)
导语:大跨度桁架现场拼装必知(谁看谁知道)

一、大跨度桁架现场拼装
(1)绑扎:按计算吊点、塔吊与汽吊位置正确绑扎。钢丝绳与钢构件接触的四角用保护角,以防钢构件对钢丝绳有刻痕,防止出安全事故。
(2)就位;按设计位置放于拼装铁凳上
(3)抄平:为防止架子加固支承点,因钢桁架自重而下沉,根据经验铁凳顶部比设计提高一个高度。
(4)校正:用预先设计的混凝土楼板上预理吊环,钢桁架上的校正耳「板,用钢丝绳加紧绳器拉好钢桁架两侧各两根,中点位置用2kg线锤对准。钢桁架两侧分别用两台经纬仪找好垂直,用禊形垫铁垫好
(5)加固:除用钢丝绳拉缆风外,并在其钢桁架两端头用人字撑地杆进行加固,即柔性加刚性加固方法
(6)用同样方法和顺序进行拼装
(7)检查组合单元几何尺寸,中点及两端位移,两榀桁架垂偏,中点挠度,有问题及时处理,达到合格。
(8)打高强度螺栓和焊接,从中间向两端,从上到下发展,采取先栓后焊办法。
(9)质量保证:采取分工序质量跟踪验收制

二、立体拱形桁架拼装
立体桁架,这类结构轻巧美观,受力合理,刚度大,重量轻,杆件单一,制作安装方便的结构体系。近几年来机场航站楼,会展中心等得到广泛应用。
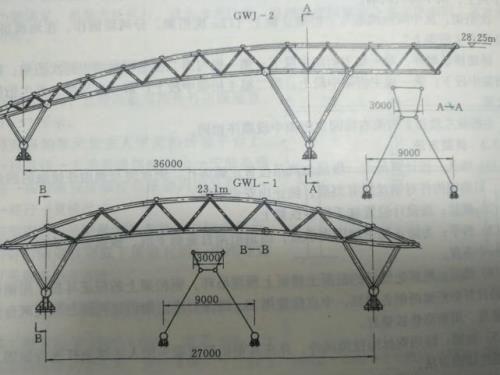
例某机场航站楼中央大厅,立体钢管拱形桁架,如图9-59所示,总长60500m距36000m,最大安装标高28.70m,钢管材料:中244.5×6.3、139.7×5、乡114.3×5立体钢管拱桁架属超长轻型构件,根据运输及吊装要求,采取钢结构制造厂内下料,切好对接相贯口,弯好弧度,编号打包,成捆运输,现场拼装。
拼装工艺如下
(1)拼装工艺流程:桁架幣体胎架制作→桁架整体拼装定位→校正、检验一对接焊缝
焊接→UT检验→焊后校正→涂装→检验合格。
(2)在SK560塔式起重机回转半径之内,建立总装平台,总装平台用300×1800×9000
路基板组成,下浇混凝土墩子,以保证平台水平。
3)在拼装平台上立胎架,胎架尺寸须经监理验收合格,方可拼装桁架
(4)拼装时应考虑焊后变形,需对节点通过胎具加固约束。
(5)钢管对接采取内加衬管坡口对接,坡口对接间隙采用预紧器,调整其尺寸。
(6)梯形钢管拱的上下弦杆定位,根据节点标高,用水管连通原理定其标高,个别位置弯管标高不符合设计要求,重新用火烤,冷却残余变形达到设计要求,上下弦杆中心位置用线锤与拼装平台样板线重合为止→安好斜杆→校正→检查尺寸→交监理验收
(7)对接坡口焊接,按焊接工艺评定有关参数,由持有相应合格证者焊工施焊。
(8)焊后→校正外形尺寸→对接焊缝磨平一→UT检验合格→监理验收→涂装

免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小涵创作整理编辑!