如何做好钢筋工程的质量控制(钢筋工程在质量控制中需要注意哪些方面)
导语:施工过程中钢筋工程质量如何来控制(第一讲)
(1)、钢筋的原材料质量控制
1)、钢筋的外观质量控制:进场的每捆(盘)钢筋均应有标牌,按炉罐号、批次及直径分批验收,分类堆放整齐,严防混料,并应对其检验状态进行标识,防止混用。外观应平直、无损伤,表面不得有裂纹、油污、折叠、颗粒状及片状老锈、结疤及夹杂。盘条允许有压痕及局部的凸块、凹块、划痕、麻面
钢筋应平直、无损伤,表面不得有裂纹、油污、颗粒状或片状老锈

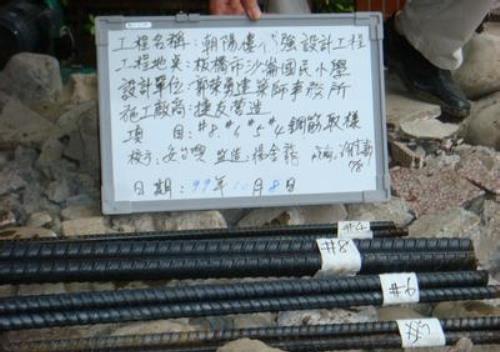
2)、钢筋的吊牌、质量证明、合格证核查(先看原件,由销售单位人员做复印件)
合格钢筋铭牌正确悬挂方式,用钢钉固定在钢筋上

运输工程中损坏,铭牌悬挂方式不能作为认定钢筋不合格的依据
不合格钢筋悬挂方式,是用铁丝扎

3)、钢筋的直径和重量检测
用游标卡尺量测钢筋直径

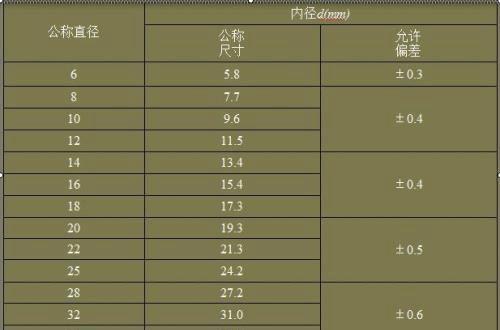
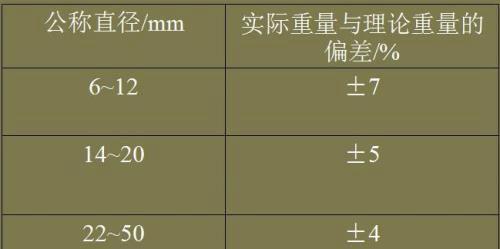
用电子秤称钢筋实际重量

钢筋实际重量与理论重量的允许偏差应符合下表规定
钢筋分规格分别码放,下设地垄防止钢筋雨季受潮

钢筋进场按批次的级别、品种、直径、外形分垛堆放,悬挂标识牌,注明产地、规格、品种、数量、进场时间、使用部位、检验状态、标识人、试验编号(复试报告单)等,内容填写齐全清晰

钢筋牌号以阿拉伯数字或阿拉伯数字加英文字母表示,HRB335、HRB400、HRB500分别以3、4、5表示,细晶粒热轧带肋钢筋HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示。HRB335E、HRB400E、
HRB500E分别以3E、4E、5E,表示厂名以汉语拼音字头表示。公称直径毫米数以阿拉伯数字表示

4)、现场抽样复试:做力学性能及重量偏差检验
从每批次钢筋中任选两根,每根取两个试件分别进行拉伸试验(屈服点、抗拉强度和伸长率的测定)和冷弯次数试验

切口应平滑且与长度方向垂直且长度不应小于500mm
5)、钢筋下料:钢筋因弯曲或弯钩会使其长度变化,配料中不能直接根据图纸尺寸下料,必须了解砼保护层、钢筋弯曲、弯钩等规定,再根据图示尺寸计算其下料长度。
直钢筋下料长度=构件长度-保护层厚度+弯钩增加长度
弯起钢筋下料长度=直段长度+斜段长度-弯曲调整值+ 弯钩增加长度
箍筋下料长度=箍筋周长+箍筋调整值

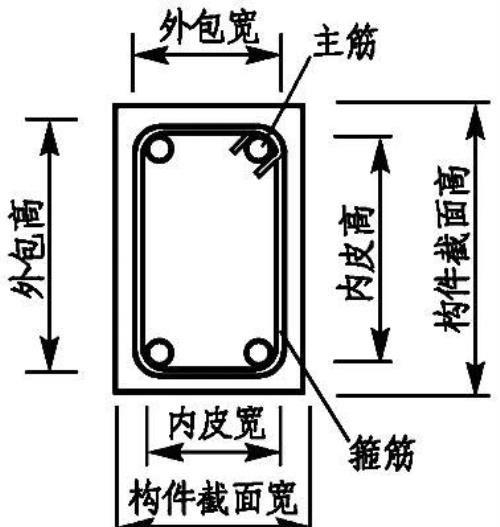
弯曲调整值:钢筋弯曲后特点:一是外壁伸长、内壁缩短,轴线长度不变;二是在弯曲处形成园弧。钢筋的量度方法是沿直线量外包尺寸,因此弯起钢筋的量度尺寸大于下料尺寸(见右图),两者之间的差值称为弯曲调整值。
不同弯曲角度的钢筋调整值见下表:

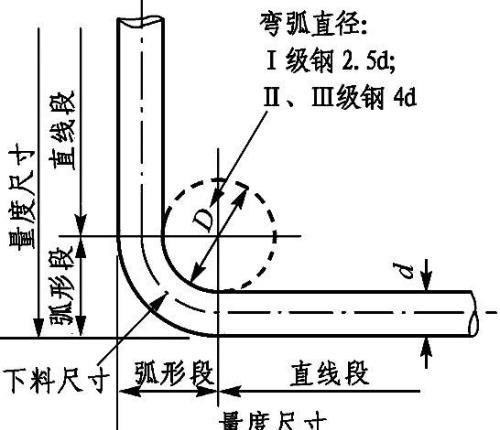
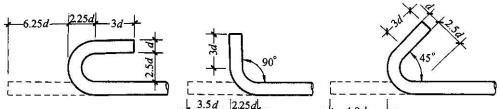
弯钩增加长度:钢筋弯钩有180度、90度和135度弯钩三种。180度弯钩常用于Ⅰ级钢筋;90度弯钩常用于柱立筋的下部、附加钢筋和无抗震要求的箍筋中;135度弯钩常用于Ⅱ、Ⅲ级钢筋和有抗震要求的箍筋中。当弯弧内直径为2.5d(Ⅱ、Ⅲ级钢筋为4d)、平直部分为3d时,其弯钩增加长度的计算值为:半园弯钩为6.25d,直弯钩为3.5d、斜弯钩为4.9d。见下图:
箍筋调整值:即为弯钩增加长度和弯曲调整值两项之差或和,根据箍筋量外包尺寸或内皮尺寸而定。
箍筋调整值表

(2)、钢筋加工
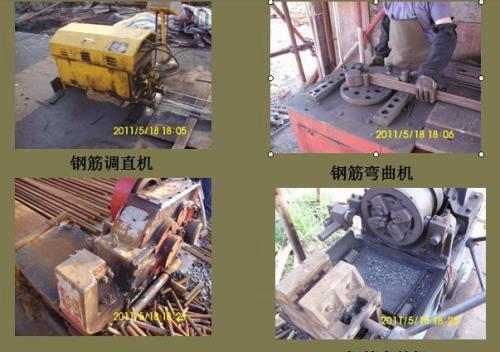
钢筋施工最常见机械,施工前要验收
钢筋施工必备工具

钢筋加工在钢筋加工区以流水作业法进行,然后调运作业区进行安装。钢筋加工过程包括:钢筋调直 →除锈 →下料剪切 →弯曲成型

钢筋调直:以盘园供货的钢筋调直一般采用冷拉进行,Ⅰ级钢筋冷拉率不宜大于4%,Ⅱ、Ⅲ级钢筋不宜大于1%
钢筋调直机兼有:除锈、调直、切断三项功能

钢筋除锈:为保证钢筋与砼之间的握裹力,严重锈蚀的钢筋应除锈。除锈方法有调直或冷拉过程中除锈、电动除锈机除锈、手工除锈或喷砂、酸洗除锈。如图:

钢筋切断:直螺纹用钢筋加工需用专用直口钢筋切断机 。钢筋下料时须按下料长度切断。钢筋切断可用钢筋切断机(直径40mm以下)、手动切断器(小于12mm)、乙炔或电弧割切或锯断(大于40mm)。

钢筋弯曲:用钢筋弯曲机或弯箍机进行,弯曲形状复杂的钢筋应画线、放样后进行。

免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小德创作整理编辑!