如何提升印制电路板工程师对无铅无卤组装封装的能力(pcb无卤)
导语:如何提升印制电路板工程师对无铅无卤组装封装认知及相关应对方法
大家好,我是你们的忠实分享者吴工。如果你觉得内容可以,请关注我,我讲为您分享更多PCB干货。今天主要为大家分享的内容是:无铅无卤材料在组装与封装的应用,因内容较长故分成四大部分。
一.介绍LF(lead free 无铅)焊接与因应:
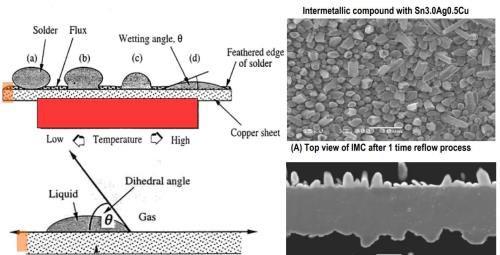
1)良好焊点其界面必然已生成良好的IMC:良好的焊接具备面积较大的散锡性(Spreading)与能爬高的上锡 性(Wicking up),以及边缘小于90° 的接触角(Contact Angle) 。 且微切片还可看IMC的存在,如下图所示:
2)无铅的IMC比有铅的厚,铜的IMC比镍的IMC厚,如下图
3)尽量不要用ENIG作为焊接表面处理!后患问题太多。
ENIG(化金表面处理)黑垫形成之机理及焊点强度不足的背景:
①IG反应时,走了一个瘦镍来了两个胖金,去路被堵前来不及走掉的镍离子只好以NixOy之黑色盐类留在界面,金水一旦过度活跃时则黑盐更多;
②镍走磷不走形成富磷层;
③下游焊接中镍又二次出走磷仍然未走而再度富磷;
④黑垫=NixOy+1次P-rich+2次P-rich(多半出现在EN的瘤界中);
⑤化镍浸金层之焊点老化后,还会有Ni3P的脆性界面出现以致强度更差。
4)引脚可焊皮膜为电镀镍金PCB焊垫为ENIG,兩 者都不利于焊点强度,容易发生金脆问题:
5)SAC305焊料中因Ag 3Sn与Cu 6Sn 5以及SF的阻碍以 致流动性不佳,不但散锡性差而且空洞也多。
以上左图为日商千住金属(SMIC)說明有铅焊料的表面张力(surface tension)较低 (即 内聚力较小 ),进而散锡性较好的示意图,与SAC305的内聚力较大以致不易散 锡且更造成助焊剂气泡难以逸出的画面。右图纵标表示散锡面积,横标表示助 焊剂之活力变化,可知LF者焊性确实不如有铅焊料。
6)铜的Cu6Sn5比镍的Ni3Sn4要坚固:
7)焊接是一种化学反应
焊垫为铜基地者其老化中不但原本良性的 Cu6Sn5会 长厚,而且还长出致命惡性的Cu3Sn z 化镍浸金与电镀金的焊点不但容易形成金脆,而且镍 基地形成的Ni3Sn4其强度也不如Cu6Sn5。
8)无铅波焊预热后通孔板顶面温度须 >120ºC:
以上左图为波焊的流程,预热后板子顶面须达110-130ºC,板底面须达130-140 ºC 方可让通孔顺利上锡。右图为操作中前突波与后平波同流回锡槽的画面,若能 处于氮气环境中时,不但焊锡性良好而且浮渣也得以减少。
9)波焊采 SAC305 不但很贵而且会严重吃铜形成针晶
10)无铅波焊之焊料亦采 SCN、SCSi 或 SCNCe , 不宜采 SAC305以减少无效Cu 6Sn 5针晶的累积。良好的无铅波焊,其预热段须使板子底面到达130℃以上,顶 面须达120℃左右。为了维持顶面的起码温度与热量而诱使锡 柱上爬起見,预热段出口上方还须另加一片补热板才是无铅波 焊机的良好设计。
11)回焊炉对LF回焊非常重要,不良回焊炉很难得到良好成绩。
此为日商千住金属所推出长达5.3m,重达3吨的大型热风回 焊机(8热2冷)SNR-825的透视图,可用于一般无铅焊接。
12)无铅回焊宜采 N2 加热以降低表面张力改善焊性。
此二图均为无铅回焊的示意流程,左图說明各段加热区(无铅以10区为宜)。 能将热回焊改变热氮气(残氧率可到1500ppm)后,对OSP铜面处理之焊锡性将有大 幅改善。且氮氧中表面张力得以降低与散锡面积扩大下,使得无铅回焊之质量与 可靠度均能变好。右图之說明纵走中热氮气送到待焊板面的过程.
13)无铅回焊之热量 ( Thermal mass ) 远超过有铅甚多 ! 15 一般說法之”无铅焊接温度较高”其实只对了一半。
14)LF焊接操作范围window变小难度增大
锡膏回焊以SAC305为主流已成定論,但SAC105目前已渐被注意。波焊采 SAC305 事实上并不适合,业界已有更好的替代品, 如:SCN、SCNCe、SCSi 等不但价格便宜且焊点强度更好。
15)焊接反应就是焊料中的锡与基地中的铜或镍迅速 生成 IMC 而焊牢,金层或银层不宜作为基地。
16)Ni/EN 等与 63/37 焊料形成Ni3Sn4,与 SAC305 却形成 复式之(Ni,Cu)3Sn4 或 (Cu,Ni)6Sn5 其强度不如铜基地。
17)板弯板翘与BGA球面氧化经常造成LF焊接之枕头效应
以上为无铅焊接在组装中应用介绍,如果大家觉得分享内容还可以,欢迎大家留言讨论或者帮忙转发。谢谢。
本文内容由小欣整理编辑!