带锯条断裂是什么原因(带锯条怎样修理)
导语:提高锯切效益之带锯条损坏原因分析
带锯在工作过程中会遇到哪些问题?一起来学习。
解决问题三步曲:面对问题→分析问题→解决问题;

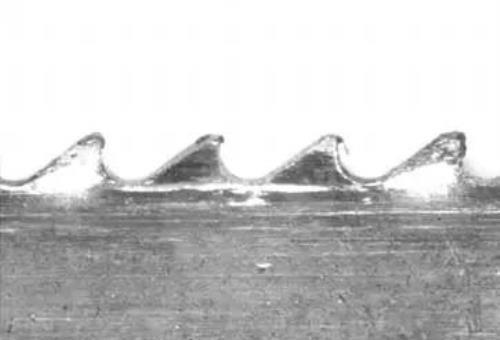
问题一、锯销粘结在齿尖上
原因/解决办法:进刀压力太大;
对被锯切材料而言,带锯速度太快。
毛刷不工作或没有毛刷。
切削液使用不正确,或没有切削液。
切削液量太小,或供给部位不正确。
选择小一些的齿型。

问题二、拉齿
原因/解决办法:操作原因导致的拉齿
应选择较小的齿型
速度过快
进刀压力太大
被锯切材料有硬点
毛刷工作不正常
错误的磨合过程
锯齿与机器产生碰撞
问题三、锯齿单侧磨损
原因/解决办法:调整不充分,导致单侧锯齿与锯口摩擦
导向块调整不正确,导致单侧锯齿与锯口摩擦
被锯切材料太硬,或耐磨性能太好
对于被锯切材料来讲锯切速度太快,锯齿与锯口产生摩擦
锯齿与机器有碰撞, 导致锯齿快速磨损

问题四、导向装置磨损到背材的边缘
原因/解决办法:导向装置太紧
导向装置太旧或有缺陷
导向装置没有在一条直线上(不平行)
导向装置太松,有缝隙
磨损的导向装置对锯背产生不规则的磨损.
带锯条安装不正确,导致带锯条与导向轮边缘摩擦
导向装置中有锯销,磨损了带锯条的背部

问题五、导向装置磨擦产生的背材开裂
原因/解决办法:导向装置太紧
导向装置磨损或有缺陷
导向装置不平行
带锯条调整太紧
进刀压力太大

问题六、锯齿有缺口或损坏
原因/解决办法:进给速度太快
进给压力太大
错误的磨合程序
工件没有夹牢
被锯切材料有硬点
操作失误
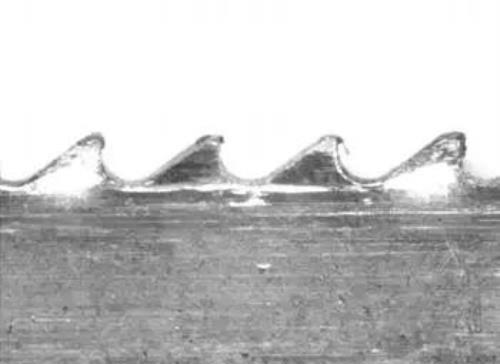
问题七、齿尖严重磨损
原因/解决办法:对于被锯切材料来讲锯条速度太快,导致温度过高
进刀太慢,摩擦取代了锯切
错误的磨合程序
没有冷却液,或选择了错误的冷却液
冷却液供给太少,或供给部位不正确
选择小一些的齿型

问题八、齿槽充满碎销
原因/解决办法:锯齿齿型太小,齿槽容积率不够
进给率太快,碎销太大
毛刷不工作
错误的冷却液,或没有冷却液
冷却液太少,或冷却部位错误

问题八、锯切弯曲
原因/解决办法:导向块间距太大
导向装置磨损
导向块松
导向块没有正确调整
带锯条没有张紧
进给速度太快
锯齿齿型太小
锯齿受损
带锯条已磨损

问题九、震动
原因/解决办法:导向块间距太大
导向块没有正确调整
带锯条没有张紧
固有的震动产生于锯条速度稍快或稍慢
进给速度太高或太低
错误的磨合过程
被加工工件没有紧固好
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小竹创作整理编辑!