刀具的基本术语有哪些(刀具的基本知识)
导语:刀具的基本术语
1. 结构要素
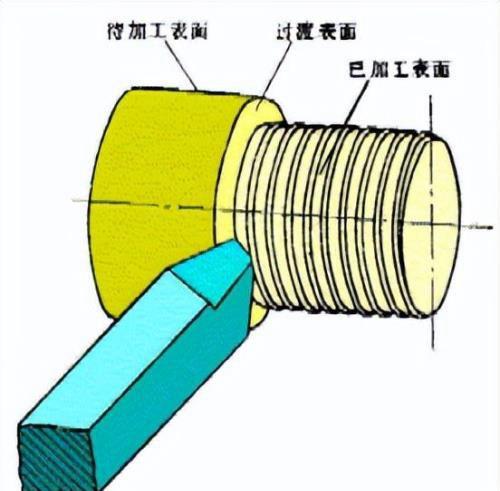
待加工表面----工件上有待切除的表面。
已加工表面----工件上经刀具切削后产生的表面。
过渡表面(同义词:加工表面)----工件上由切削刃形成的那部分表面,它将在下一个行程,刀具或工件的下一转里被切除,或者由下一个切削刃切除。
前面(同义词:前刀面)----刀具上切屑流过的表面。它直接作用于被切削的金属层,并控制切屑沿其排出的刀面。
后面(同义词:后刀面)----与工件上切削中产生的表面相对的表面。
主后面(同义词:主后刀面)----刀具上同前面相交形成主切削刃的后面。它对着过渡表面。
副后面(同义词:副后刀面)----刀具上同前面相交形成副切削刃的后面。它对着已加工表面。
主切削刃----起始于切削刃上主偏角为零的点,并至少有一段切削刃拟用来在工件上切出过渡表面的那个整段切削刃。
副切削刃----切削刃上除主切削刃以外的刃,亦起始于切削刃上主偏角为零的点,但它向背离主切削刃的方向延伸。
2. 刀具角度参考系
切削平面----通过切削刃选定点与切削刃相切并垂直于基面的平面。
主切削平面Ps----通过切削刃选定点与主切削刃相切并垂直于基面的平面。它切于过渡表面,也就是说它是由切削速度与切削刃切线组成的平面。
副切削平面----通过切削刃选定点与副切削刃相切并垂直于基面的平面。
基面Pt----通过切削刃选定点垂直于合成切削速度方向的平面。在刀具静止参考系中,它是过切削刃选定点的平面,平行或垂直于刀具在制造、刃磨和测量时适合于安装或定位的一个平面或轴线,一般说来其方位要垂直于假定的主运动方向。
假定工作平面----在刀具静止参考系中,它是过切削刃选定点并垂直于基面,平行或垂直于刀具在制造、刃磨和测量时适合于安装或定位的一个平面或轴线,一般说来其方位要平行于假定的主运动方向。
法平面Pn----通过切削刃选定点并垂直于切削刃的平面。
3. 刀具角度
前角----前面与基面间的夹角。
后角----后面与切削平面间的夹角。
楔角----前面与后面间的夹角。
主偏角----主切削平面与假定工作平面间的夹角,在基面中测量。
副偏角----副切削平面与假定工作平面间的夹角,在基面中测量。
刀尖角----主切削平面与副切削平面间的夹角,在基面中测量。
刃倾角----主切削刃与基面间的夹角,在主切削平面中测量。
用金属切削刀具从工作上切除多余的(或预留的)金属, 从而获得在形状上、尺寸精度及表面质量上都合乎预定要求的加工。_称为金属切削加工。在切削加工过程中,刀具同工件之间必须有相对的切削运动,它由金属切 削机床来完成。机床、夹具、刀具和工件,构成金属切削加工的工艺系统,切削过程的各种现象、规律及其本质,都要在这个工艺系统的运动状态中去考察研究。
一、车削中的运动和加工表面
车削加工是一种常见的典型的切削加工方法。如图所示,普通外圆车削加工中的切削运动是由两种运动单元组合成的,其一是工件的回转运动,它是切除多余金属以形成加工表面的基本运动;其二是车刀的(纵向或横向)进给运动,它保证了切削工作的连续进行。在切削运动作用下,工件上的切削层不断地被车刀切削并转变为切屑,从而加工出所需要的工件新表面。在这一表面形成的过程中,工件上有三个不断变化着的表面:
待加工表面:即将被切去金属层的表面;
加工表面:切削刃正在切削的表面;
已加工表面:已经切去多余金属而形成的新表面。
这些定义也适用于其他切削加工。
二、切削运动单元及其组合概念
各种切削加工的切削运动,都是由一些简单的运动单元组合而成的。直线运动和回转运动,是切削加工的两个基本运动单元。不同数目的运动单元,按照不同大小的比值、不同的相对位置和方向进行组合,即构成各种切削加工的运动。例如:一个直线运动刨削、拉削等;一个回转运动圆盘拉刀加工;一个回转运动和一个直线运动组合车削、镗孔、铣削、钻削、铰孔、车螺纹、攻丝等,它是目前应用最广泛的一种组合形式;两个直线运动组合锯、仿形刨削;两个回转运动组合铣削回转体表面(插补);两个回转运动和一个直线运动组合铣螺旋槽、铣螺纹、磨外圆、磨内圆、滚刀滚齿轮等,它也是目前应用很广泛的一种运动组合形式。
图2
除了上述各种运动组合形式之外,还有其他一些运动组合形式及切削加工方法。图2是几种常见的切削运动和加工方法。应该指出,在理论上,还可以有许多更新颖的运动组合,但在工艺上目前尚不能实现。不过,随着科学技术的发展和工艺上的突破。目前未被利用的运动组合形式和相应的新型切削加工方法,都有实现的可能性。在生产实践中,应在具体条件下寻求表面形成的最佳运动组合。
三、主运动、进给运动和切削用量三要素
上述各种加工方法的运动单元,按照它们在切削过程中所起的作用,可以分为主运动和进给运动两种:
主运动
直接切除工件上的切削层,使之转变为切屑,以形成工件新表面的运动,谓之主运动,用切削速度(Vc)表示。通常,主运动的速度较高,消耗的切削功率也较大。例如,图2中车削时工件的回转运动、铣削时铣刀的回转运动以及拉削时拉刀的直线运动等。都是主运动。主运动速度即切削速度,计算公式如下:
Vc=
·d·n
-------
1000
式中:d——工件直径dw或刀具(砂轮)直径do(mm):n——工件或刀具(砂轮)的转速(r/min)。对 于旋转体工件或旋转类刀具,在转速一定时,由于切削刃上各点的回转半径不同,因而切削速度不同。在计算时,应以最大的切削速度为准。如外圆车削时计算待加 工表面上的速度,钻削时计算钻头外径处的速度。这是因为从刀具方面考虑,速度大的地方,发热多,磨损快,应当予以注意。
进给运动不断地把切削层投入切削的运动,称为进给运动,用进给速度Vf(mm/min)或进给量f、fz来表示。图2 所示车刀的纵向移动和横向移动,钻头、铰刀的轴向移动以及铣削时工件的纵向、横向移动等.都是进给运动。进给量f的单位是 mm/r,即工件或刀具每转一周时,两者沿进给方向之相对位移;如果主运动为往复直线运动(如刨、插),则进给量f的单位为mm/str(毫米/双行 程)。fz是多刃切削工具(如铣、铰、拉)的每齿进给量,单位是mm/Z。显而易见Vf=f·n=fz·Z·n (mm/min)通常,切削加工中的主运动只有一个,而进给运动可能是一个或数个。
切削深度切削深度ap 为工件上已加工表面和待加工表面间的垂直距离。单位为mm; ap 的大小直接影响主切削刃的工作长度,反映了切削负荷的大小。对于外圆车削来说
图3 车削时的合成速度向量
ap=
dw-dm
(mm)
-----
2
对于钻孔工作
ap=
dm
(mm)
--
2
式中:dm——已加工表面直径(mm);dw——工件待加工表面直径(mm)。
主运动和进给运动的合成主 运动和进给运动可以由刀具或工件分别完成,或者由刀具单独完成(由于工艺上的原因,不便由工件单独完成)。主运动和进给运动可以同时进行(如车削、铣 削),也可以交替进行(如刨削、插削)。在同时进行的情况下,刀具切削刃上某一点相对于工件的运动称为切削运动,可用合成速度向量ve来表示。以外圆车削为例(图3),切削运动的合成速度向量ve等于主运动速度vc与进给速度vf的向量和,即ve=vc十vf显见,切削刃上各点处的合成速度向量不一定相等。
四、切削层参数
切削厚度ac:是在垂直于切削刃的方向上度量的切削层尺寸。若车刀主刀刃为直线,且 λs =0°,则ac=f·sin kr它的大小能代表单位长度切削刃上工作负荷的大小。若车刀刃为圆弧或任意曲线,则对应于切削刃上各点的切削厚度是不相等的。
切削宽度aw:沿加工表面度量的切削层尺寸。若车刀主刀刃为直线,且 当 λs = 0°时,aw=ap/sin kr当λs = 0° 时,且kr=90°时,ac = faw = ap
切削面积 Ac:是切削层在基面Pt内的面积。Ac = ac·aw = f·ap
免责声明:本文由原创用户编辑投稿,若来源犯您的合法权益,请与我们取得联系,我们更正修改。2023年04月08日由小德整理编辑!