大型梯形丝杠怎么加工的(大型梯形丝杠怎么加工出来的)
导语:大型梯形丝杠怎么加工?

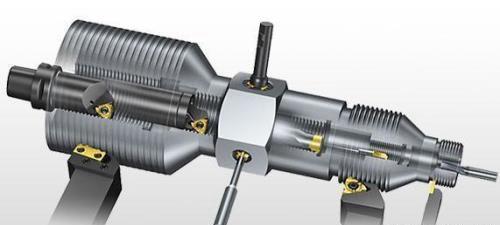
大型梯形丝杠梯形螺纹要求精度较高,因此加工时比普通三角形螺纹复杂一些,但只要掌握车削螺纹的方法,不管多么复杂的工件,只要是车螺纹都是可以实现的。
一、左右切削法
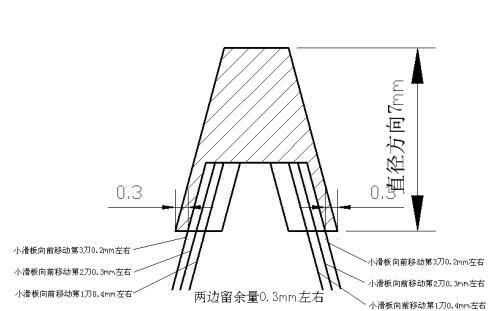
左右切削法车削螺纹时,除了用中拖板刻度控制螺纹车刀的垂直进给外,同时使用小拖板的刻度控制车刀左、右微量进给(借刀),这样重复切削几次行程,直至螺纹的牙形全部车好,这种方法叫做左右切削法。
二、斜进法
斜进法在出车时,为了操作方便,除了中拖板进给外,小拖板可先向一个方向进给。这种方法称斜进法。精车时,必须用左右切削法才能使螺纹的两侧面都获得较小的表面粗糙度。
用左右切削法和斜进法车螺纹时,因为车刀是单面切削的,所以不容易产生现象。精车时,选择很低的切削速度(<6m/min),再加上冷却润滑液,可以获得较小的表面粗糙度。但是采用左右切削法时,车刀左右进给量不能过大,精车时一般要小于0.07mm,否则,会使牙底过宽或凹凸不平。
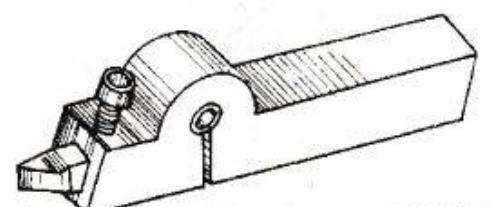
在实际工作中,可用观察法控制借刀量,当排出切屑像锡纸一样薄时,车出的螺纹表面粗糙度值一定很小。低速车螺纹时,最好采用弹性刀杆,这种刀杆当切削力超过一定值时,车刀能自动让开,使切屑保持适当的厚度,可避免现象。
对比普通车床加工梯形螺纹的工艺方法和数控车宏程序编程特点,应用宏程序中的变量运算、逻辑运算和条件转移,用分层切削方法,分粗车和精车对梯形螺纹分别编程。此方法可高效、稳定地车削梯形螺纹。

常用梯形螺纹车削方法如上图所示:
1 a 直进法适合用螺纹加工指令 G32、G92 编程,该方法梯形螺纹车刀的前、左、右三面切削,刀头部分切削力受力较大,而且排屑困难,刀尖磨损严重,产生现象,适合小螺距螺纹加工;
2 b 斜进式方法螺纹车刀沿牙型角方向斜向、间歇进给至牙底,车刀单刃切削,G76 指令编程使用较多;
3 c交错式车削加工是最常用的方法,该方法刀具左右两切削刃磨损、受力均匀,牙形正确,牙根清。此法适用于加工螺距较大的螺纹。
文章来自互联网
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小萱创作整理编辑!