折弯开裂是什么原因(折弯裂纹形成的原因机理)
导语:折弯开裂的原因及改进对策,有什么办法避免开裂?
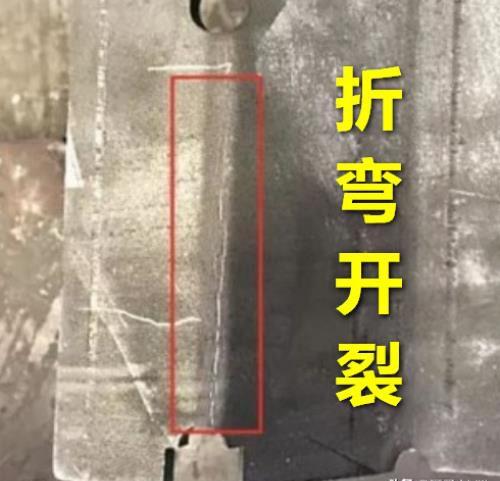
折弯过程中,在板料外侧的材料可能因变形过大而出现开裂或裂纹,这种 是钣金加工中的主要质量缺陷;
随着时间的推移, 还可能逐渐变大形成;
一般情况下,造成折弯件开裂的原因主要有以下几个方面;
1.与材料的关系;
材料的塑性越好,则塑性变形的稳定性越强,均匀伸长率越大,折弯性能也就越好;
常用钣金材料型号和性能参数,可参考下表;
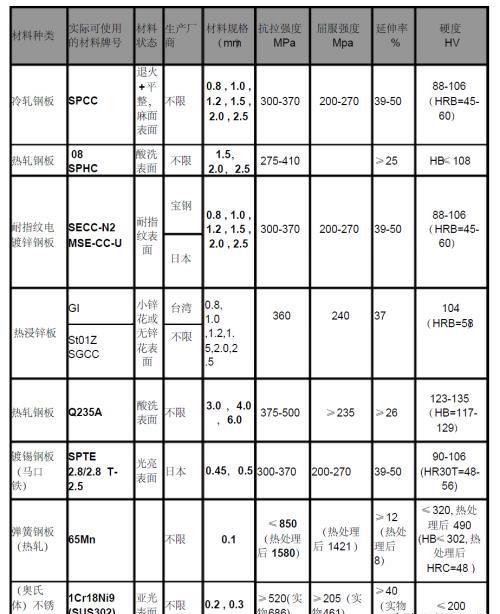
材料性能参数(局部);
2.与折弯半径的关系;
折弯半径与材料的力学性能、板材的纤维方向、板材的表面质量和侧边质量,以及板材的厚度等均有关系;
一般情况下,随着材料强度的升高,塑性会有所下降,材料可采用的最小弯曲半径就会越大;

在允许条件下,应尽量增大折弯半径R,降低其对材料塑性和韧性的要求,从而避免出现折弯裂纹;
常用材料的最小折弯半径可参考下表;

推荐直接选用冷作硬化-平行条件下的折弯半径值;
3.与折弯方向的关系;
当平行于轧制方向折弯时,容易产生裂纹;其中,SUS和铝板较为严重;
主要原因是SUS和铝板沿轧制方向也就是纵向的塑性指标较高,所以在垂直于轧制方向折弯时,不容易出现开裂;
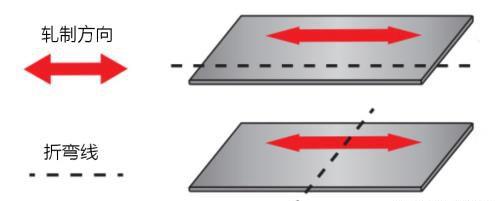
建议垂直与轧制方向折弯;
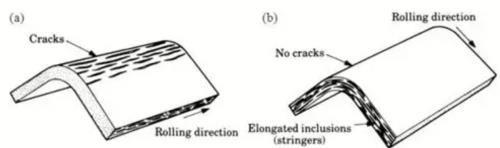
尤其是铝板,建议折弯半径≥1个板厚;
4.与钣金结构设计的关系;
如下图,当折弯线与轮廓线共线时,折弯过程中变形受阻,很容易出现裂纹;
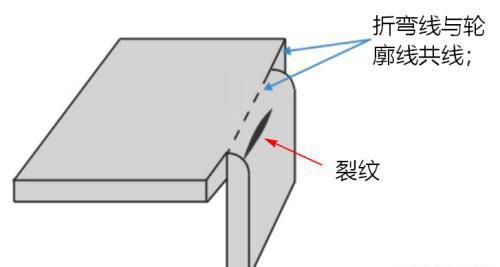
一般推荐以下两种解决方案;

工艺槽的宽度一般是两个板厚;
相关资料:
钣金设计相关:钣金设计的几点注意事项
马自达公司钣金折弯半径:SUS和SS400最小折弯半径
这次的要点总结如下;
折弯开裂主要与以下几点相关;
1.钣金材料类型;
2.折弯半径大小,是否满足最小折弯半径要求;
3.折弯的方向,是否与轧制方向平行;
4.钣金结构设计方面,是否存在不足;
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小岑创作整理编辑!