数控问题解答(数控技术问题)
导语:学数控中会碰到的常见问题和解决方法,一定要注意了
学数控中会碰到的常见问题和解决方法,一定要注意了
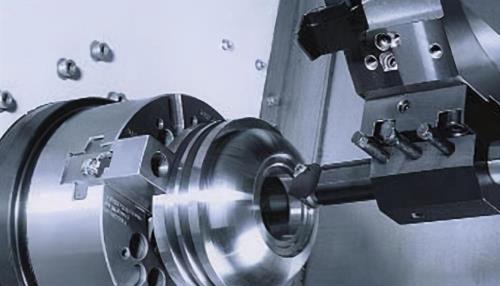
数控加工中的曲面精度
数控加工中曲面精度不合理原因:
1. 切削参数不合理以及工件曲面表面粗糙。
2. 数控刀具刃口不锋利。
3. 数控刀具装夹太长,刀刃避空太长。
4. 排屑吹气以及冲油不好。
5. 数控编程走刀方式。
6. 工件有毛刺。
曲面精度不合理改善方法:
1. 数控加工中切削参数,公差以及余量,转速进给设置要合理。
2. 操作员要不定期检查数控刀具,还要不定期更换。
3. 数控加工中装夹刀具的时候要求操作员尽量夹短,刀刃避空不能太长。
4. 数控加工中对于平刀,R刀以及圆鼻刀的下切,转速进给设置要合理。
5. 数控加工中工件有毛刺,和数控机床、数控刀具以及走刀方式有关系。因此要了解数控加长性能,有毛刺的边要补刀。
数控加工中的崩刃
数控加工中出现崩刃的原因及改善方法:
1. 数控加工中进给太快
减慢到适合的进给速度
2. 数控切削开始的时候进给太快
切削开始的时候减慢进给速度
3. 夹紧松(刀具)
夹紧
4. 夹紧松(工件)
夹紧

5. 刚性不足(刀具)
数控加工中用允许的最短刀,柄部夹的深一点,再试一试顺铣。
6. 数控加工中刀具的切削刃太尖
改变脆弱的切削刃角,一次刃。
7. 数控加工中机床和刀柄刚性不足
用刚性好的数控机床以及刀柄。
数控加工中的磨损
原因及改善:
1. 数控加工中机台转速太快
尽量减慢加足够的冷却液。
2. 硬化材料
数控加工中用高级刀具、工具材料以及增加表面处理方式。
3. 切屑粘附
数控加工中改变进给速度,切屑大小或用冷却油或风枪清理切屑
4. 进给速度不当(太低)
数控加工中增加进给速度试下顺铣。
5. 切削角度不合适
数控加工中改变为适当的切削角度
6. 数控刀具的一次后角太小
改变成较大的后角

数控加工中的破坏
原因及改善:
1. 进给太快
数控加工中减慢进给速度
2. 切削量太大
数控加工中用比较小的每刃切削量
3. 刃长和全长太大
数控加工中柄部夹的深一点用短的刀,试一下顺铣。
4. 磨损太大
数控加工中在初期再研磨

数控加工中的振纹
原因及改善:
1. 进给和切削速度太快
数控加工中修正进给以及切削速度
2. 刚性不足(机床和刀柄)
数控加工中用比较好的开始机床以及刀柄或改变切削条件
3. 后角太大
数控加工中改变成较小的后角,加工刃带(用油石磨一次刃)
4. 夹紧松
尽量夹紧工件
数控加工中考虑速度、进给量以及切削深度,这三个因素的相互关系是决定切削效果最重要的因素,不合适的进给量和速度常常导致生产量降低、工件质量差以及刀具损坏大。

免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小德创作整理编辑!