> 运动
压力容器焊缝坡口尺寸的取值原则是什么(压力容器焊接坡口标准)
导语:压力容器焊缝坡口尺寸 的取值原则是什么?

对焊接结构和焊缝质量产生较大影响的坡口的形状与尺寸参数如下:
一、坡口角度α
坡口角度大小对焊缝断面的形状和截面积影响很大,并直接影响接头的质量。
当坡口角度过小时,焊接产生的偏析物将集中于焊缝的中心部分,因而容易产生热裂纹;
当坡口角度太大时,所需加入的熔敷金属量将会增加,焊接的热应力和热变形也随之加大,从经济角度看也不合算,焊接效率也不会高。
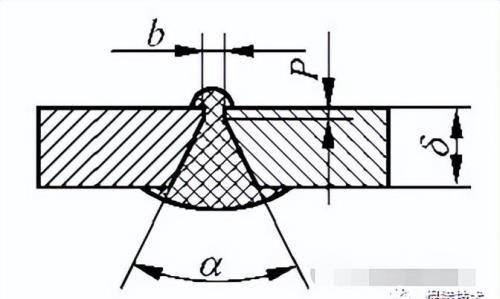
二、钝边高度p
钝边的设置主要为了防止焊接时烧穿母材。钝边高度值的确定原则是在保证焊透的情况下,避免将母材烧穿。
三、根部间隙b
留有适当的间隙,目的是保证焊缝根部能够焊透。
间隙过小时,往往达不到焊透的目的。
间隙过大时,会产较多焊接缺陷,并增加了产生焊接裂纹的倾向。
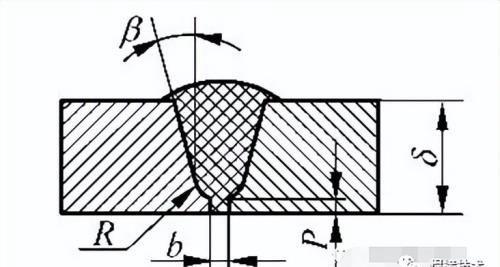
四、根部半径R(对U 型、J 型等)
U 型和J 型坡口根部设置圆弧的目的是基于焊接冶金过程,其数值的大小直接影响坡口根部的宽度及整个坡口截面的大小,且与施焊的可能性以及熔敷金属量、焊接热输入等多因数有关。
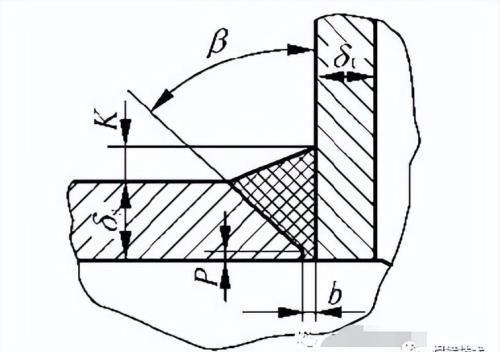
五、焊角尺寸K
焊角尺寸K 值是保证角接焊缝、搭接焊缝、T 型接焊缝强度和刚度的主要参数。同时起着减缓截面突变和降低应力集中的作用。但过大的K 值将会增大熔敷金属量和产生过大的焊接残余应力及变形。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小涵创作整理编辑!