> 软件应用
数控车床加工小孔用什么(数控加工孔的方法)
导语:数控加工后的工件小孔,可以靠磨粒流工艺抛光成镜面吗?
数控加工后的小孔,可以用磨粒流抛光成镜面吗?我们来好好说一下这个。

磨粒流抛光
一般来讲,即使你用新的刀具,好的机床,在高转速下,做出来的孔内粗糙度,也就是0.8左右。但是刀具经过一段时间使用后,会有磨损,内壁粗糙度会逐渐走到1.2以上,有些差的甚至会走到3.2以上。这种粗糙度用磨粒流是不能直接抛光到镜面的。因为这种粗糙度下,有些刀纹是非常深的。而流体抛光并不擅长去除较深刀纹。
磨粒流抛光
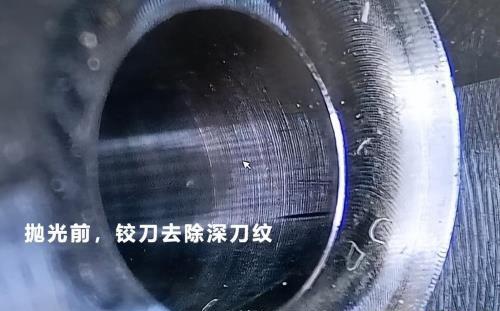
如果孔径合适的话,打孔完毕后,可以用铰刀精铰一遍,或者用内圆磨磨一遍,把粗糙度降低到0.6以下,就像这样,这个时候已经没有那种很明显的深刀纹了,我们用磨粒流来抛光,可以在1-2分钟的时间达到镜面效果。如果是那种孔径非常小的微孔,无法精铰或做内圆磨,可以用磨粒流抛光后,再做电解处理。

磨粒流抛光
这个就是用铰刀铰了一遍,然后再用磨粒流抛光的效果,虽然铰刀铰后也很亮,但是没有这种通透感,而且拉近了能看到细纹路,不像抛光后的,即使拉的很近,也没有那种细纹路。

磨粒流抛光
即使在放大镜下面看,内壁也是非常细腻的,这个粗糙度已经在Ra0.1-0.2之间了。如果想要再进一步,达到0.05以下的粗糙度,需要在此基础上,用电解抛光再来一道,将更细微处的纹路或颗粒去除,达到超镜面效果。不过除了半导体和医疗领域,其他领域像这么高要求的并不多见。

磨粒流抛光
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小碧创作整理编辑!