螺纹的加工刀具及数控程序是什么(螺纹的加工刀具及数控程序设计)
导语:螺纹的加工刀具及数控程序
任务
加工 6"NH 外螺纹,该螺纹主要起与消防软管连接,牙型和精度要求较高,起到密封作用,而且直径大,牙型大,壁薄加工发振。寻找螺纹加工刀具各大品牌,也没有适合的螺纹加工刀具。
螺纹的加工刀具

包括刀具本体,刀具本体末端安装在加工机床的刀架前端,刀具本体包括带有刀片安装头的刀柄、刀片,刀片安装头呈回转体形状,
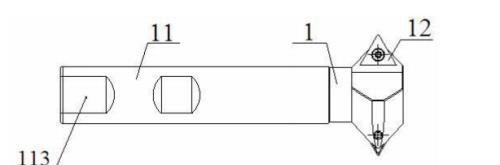
回转体绕刀柄的中轴线旋转,刀片安装头上设置两个依照 回转体的圆心对称的缺口,缺口设有刀片安装面,刀片安装面处于同一个回转体的径向平面上 ;
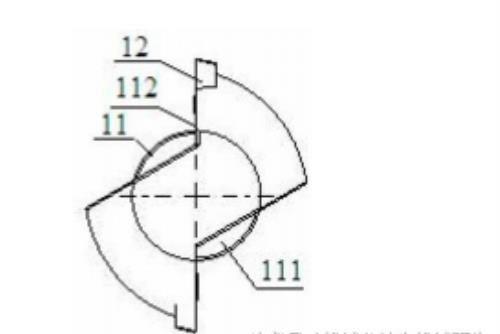
刀片安装面上安装所述的刀片,刀片的切削刃朝向回转体的切线方向,顺回转体的旋转方向布置 ;两个刀片的切削刃均迎向切削方向形成双刃结构。刀片为 TPFT160304N-FC 车刀片。
效果 :
加工精度高,解决了免薄壁铣削产品发振、牙深加工导致螺纹的牙型不符合要求的问题。
螺纹加工宏程序 :
主程序 注释说明
O1222 (6"NH-D35)
S1500M03
G00G90G54X0.Y0.
G01Z30.F1000. →程序开始,定位原点安全高度
G65P1234A85.24B-34.925C17.5I1.0H6.35 →第一刀(粗加工)
G65P1234A85.09B-34.925C17.5I1.0H6.35 →第二刀(精加工)
M30 →程序结束
自变量赋值说明
2=(B) →螺纹深度 Depth
4=(I) → Z 坐标设为自变量
5=3 →螺纹加工时刀具中心的理论回转半径
G00X4+1] → G00 下降至 Z4F200 → G01 进给至 Z4GT4 > Z4=11 → Z 坐标每圈递减 5Z5+3.] → G01 向 +X 方向退 3mm(需大于牙深)
G00Z30. → G00 快速提刀至安全高度
M99 →宏程序结束返回
机械公社——为机械而生
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小面创作整理编辑!