> 健康
弯曲变形工艺有哪些(弯曲变形工艺流程)
导语:弯曲变形工艺
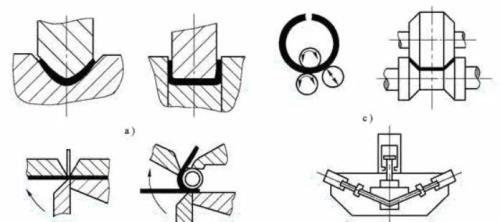
1弯曲变形过程
将板料,型材,管材或棒料。等按设计要求弯成一定的角度和一定的曲率,形成所需零件的冲压工艺。
2相对弯曲半径R/T
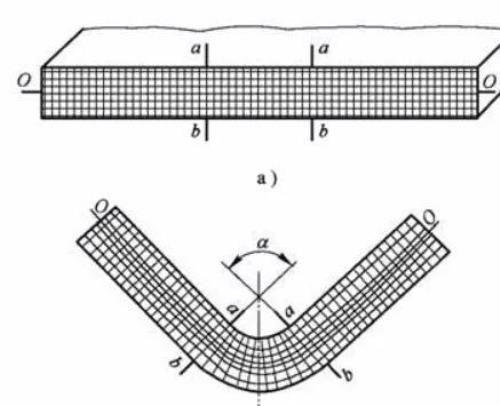
如图,上侧受压,下侧受拉。
将半径r与板料厚度t的比值成为相对弯曲半径,表示材料的弯曲程度。
当弯曲半径越小,r/t越小,材料折弯处就会越薄。
从横截面可以看出,内测受压,向上凸。外侧受拉,向内凹。
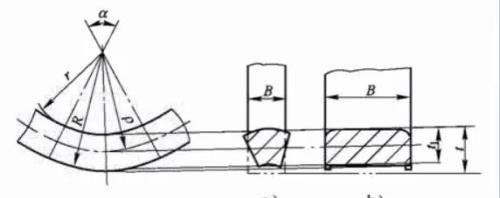
3最小弯曲半径
既不使外侧拉裂,又不使材料内侧过度挤压的最小弯曲半径。常见材料最小弯曲半径如下:

4弯曲件的回弹
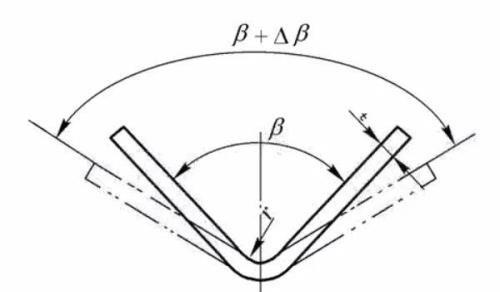
当折弯到β角以后,工件会发生回弹,角度会变成β+△β
41影响回弹的因素:
(1)材料的力学性能σ/E
屈服极限与弹性模量的比值。
屈服极限越大,弹性模量越小,回弹角越大。
(2) r/t
R/t越大,表示弯曲变形程度越小,弹性形变影响更大,回弹角就越大。所以在材料性能允许的情况下应尽可能选择小的弯曲半径,有利于提高精度。
(3) 弯曲中心角
弯曲中心角越大,表示回弹的积累值越大,则回弹越大。
42 减少回弹的措施
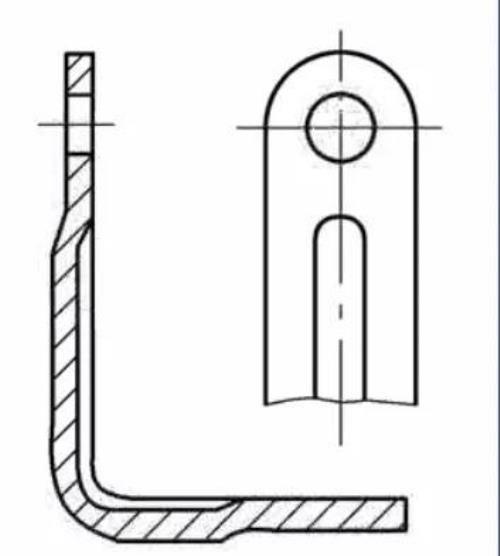
(1) 弯曲件设计方面
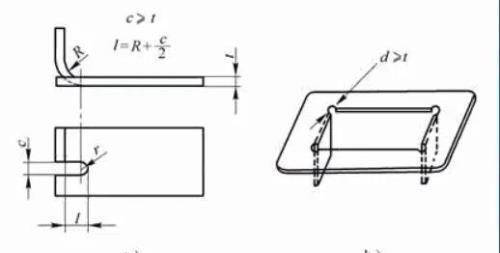
增加工艺孔或者工艺槽
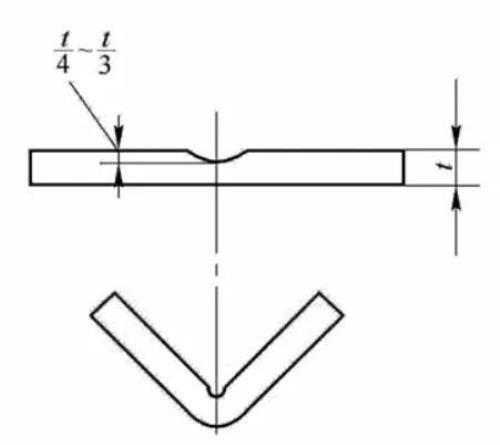
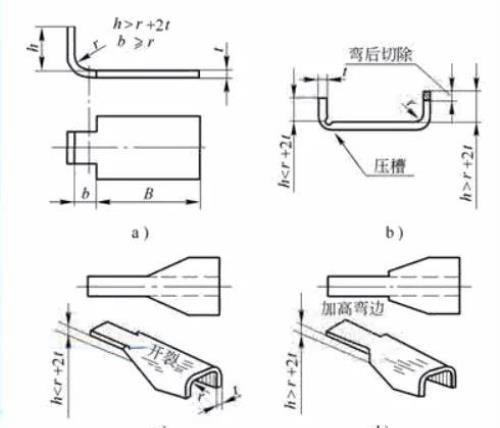
(2)弯曲工艺方法
增加加强筋
折弯处增加缺角,约为t/4~t/3
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小媛创作整理编辑!