加工余量示意图(加工余量是什么意思)
导语:你的加工余量放对了吗?
1. 主题内容与适用范围
本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2. 技术内容
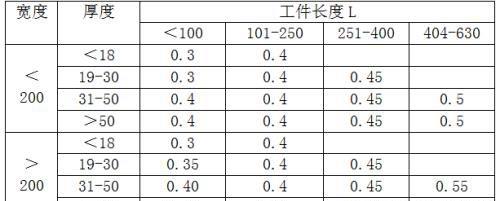
加工余量表(一)
厚度4以上的平面磨削余量(单面)
说明:
1.二次平面磨削余量乘系数1.5
2.三次平面磨削余量乘系数2
3.厚度4以上者单面余量不小于0.5-0.8
4.橡胶模平板单面余量不小于0.7
毛坯加工余量表(二)
3.2 I:园棒类:
(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)
当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)
3.2 Ⅱ:圆形锻件类(不需锻件图)
(1)不淬火钢表面粗糙度在▽ 以下无公差配合要求者,例如:固定板、退料板等。 (毫米)
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)

Ⅲ:矩形锻件类:
表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)
一、平面
平面每面磨量
二、端面
端面每面磨量
注:
3.2 本表适用于淬火零件,不淬火零件应适当减少20-40%
粗加工的表面粗糙度不应低于▽
如需磨两次的零件,其磨量应适当增加10-20%
环形工件磨削加工余量表(六)
注:
φ50以下,壁厚10以上者,或长度为100-300者,用上限
φ50-φ100,壁厚20以下者,或长度为200-500者,用上限
φ100以上者,壁厚30以下者,或长度为300-600者,用上限
6.4 长度超过以上界线者,上限乘以系数1.3
加工粗糙度不低于▽,端面留磨量0.5
φ6以下小孔研磨量表(七)
注:
本表只适用于淬火件
1.6 应按孔的最小极限尺寸来留研磨量
淬火前小孔需占铰粗糙度▽以上
当长度e小于15毫米时,表内数值应加大20-30%
导柱衬套磨削加工余量表(八)
镗孔加工余量表(九)

附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小竹创作整理编辑!