电焊条牌号与型号对照表(电焊条牌号中各部分的含义)
导语:电焊条牌号
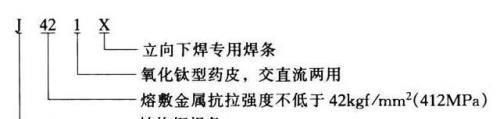
电 焊 条 的 牌 号焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准GB 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(GB/T 5117—95、GB/T 5118—95、GB/T 983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条型号与原牌号对照并加以标注。焊条牌号及编制方法如下。电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后面的三位数字中,前面两位数字表示各大类中的若干小类,第三位数字表示各种焊条牌号的药皮类型及焊接电源。焊条牌号中第三位数字的含意见表1,其中盐基型主要用于有色金属焊条(如铝及铝合金焊条等),石墨型主要用于铸铁焊条及个别堆焊焊条。数字后面的字母符号表示焊条的特殊性能和用途(见表2),对于任一给定的电焊条,只要从表中查出字母所表示的含义,就可以掌握这种焊条的主要特征。表1 焊条牌号中第三位数字的含意焊条牌号药皮类型焊接电源种类焊条牌号药皮类型焊接电源种类□××0□××1□××2□××3□××4未作规定氧化钛型钛钙型钛铁矿型氧化铁型未作规定直流或交流直流或交流直流或交流直流或交流□××5□××6□××7□××8□××9纤维素型低氢钾型低氢钠型石墨型盐基型直流或交流直流或交流直流直流或交流直流表2 牌号后面加注各字母符号的含意字母符号表示的意义字母符号表示的意义DDFFeFe13Fe18GGMGRHLMA底层焊条低尘铁粉焊条铁粉焊条、焊条名义熔敷效率130%铁粉焊条、焊条名义熔敷效率180%高韧性焊条盖面焊条高韧性压力容器用焊条超低氢焊条低吸潮焊条RRHSLXXGZZ15CuPCrNi压力容器用焊条高韧性超低氢焊条渗铝钢焊条向下立焊用焊条管子用向下立焊焊条重力焊条重力焊条、焊条名义熔敷效率150%含Cu和P的抗大气腐蚀焊条含Cr和Ni的耐海水腐蚀焊条(1)结构钢焊条(包括低合金高强钢焊条)焊条牌号首字母“J”(或汉字“结”)表示结构钢焊条。牌号前两位数字表示熔敷金属抗拉强度的最低值(kgf/mm2),见表3;牌号第三位数字表示药皮类型和焊接电源种类。药皮中铁粉含量约为30%或熔敷效率105%以上,在牌号末尾加注“Fe”字及两位数字(以效率的1/10表示)。有特殊性能和用途的结构钢焊条,在牌号后面加注起主要作用的元素或主要用途的拼音字母(一般不超过两个),如J507MoV、J507CuP。表3 结构钢焊条熔敷金属强度等级焊条牌号熔敷金属抗拉强度/MPa(kgf·mm-2)熔敷金属屈服强度/MPa(kgf·mm-2)焊条牌号熔敷金属抗拉强度/MPa(kgf·mm-2)熔敷金属屈服强度/MPa(kgf·mm-2)J42×J50×J55×J60×J70×≥412(42)≥490(50)≥540(55)≥590(60)≥690(70)≥430(34)≥410(42)≥440(45)≥530(54)≥590(60)J75×J80×J85×J10×≥740(75)≥780(80)≥780(85)≥980(100)≥640(65)—≥740(75)—例如J507(结507)焊条,“J”(结)表示结构钢焊条,牌号中前两位数字表示熔敷金属抗拉强度的最低值为50kgf/mm2(500MPa),第三位数字“7”表示药皮类型为低氢钠型,直流反接电源。按照国标GB/T 5117—95,它应符合E5015型焊条要求。结构钢焊条牌号举例:
(2)钼和铬钼耐热钢焊条焊条牌号首字母“R”(或汉字“热”)表示钼和铬钼耐热钢焊条。牌号第一位数字表示熔敷金属主要化学成分组成(见表4);牌号第二位数字表示熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个序号,按0,1,2,…,9顺序编排,以区别铬钼之外的其他成分;牌号第三位数字表示药皮类型和焊接电源种类(见表1)。表4 耐热钢焊条熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级焊条牌号熔敷金属主要化学成分组成等级R1××R2××R3××R4××含Mo量约为0.5%含Cr量约为0.5%,含Mo量约为0.5%含Cr量约为1%~2%,含Mo量约为0.5%~1%含Cr量约为2.5%,含Mo量约为1%R5××R6××R7××R8××含Cr量约为5%,含Mo量约为0.5%含Cr量约为7%,含Mo量约为1%含Cr量约为9%,含Mo量约为1%含Cr量约为11%,含Mo量约为1%耐热钢焊条牌号举例:

(3)低温钢焊条焊条牌号首字母“W”(或汉字“温”)表示低温钢焊条。牌号前两位数字表示低温钢焊条工作温度等级(见表5);牌号第三位数字表示药皮类型和焊接电源种类(见表1)。低温钢焊条牌号举例:
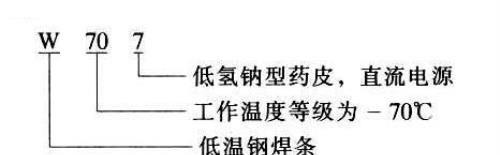
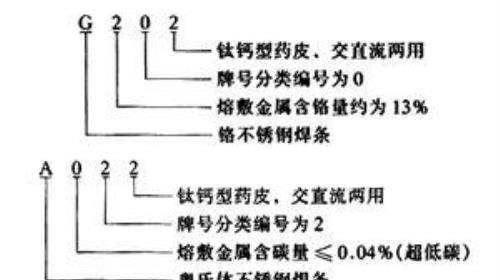
表5 低温钢焊条工作温度等级焊 条 牌 号工作温度/℃焊 条 牌 号工作温度/℃W70×W90×W10×-70-90-100W19×W25×-196-253(4)不锈钢焊条焊条牌号首字母“G”(或汉字“铬”)或“A”(或汉字“奥”),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。牌号第一位数字表示熔敷金属主要化学成分组成(见表6);牌号第二位数字表示同一熔敷金属主要化学成分组成等级中的不同牌号。对同一组成等级的焊条,可有十个序号0,1,2,…,9顺序编排,以区别铬、镍之外的其他成分;牌号第三位数字,表示药皮类型和焊接电源种类(见表1)。表6 不锈钢焊条熔敷金属主要化学成分组成等级焊 条 牌 号熔敷金属主要化学成分组成焊 条 牌 号熔敷金属主要化学成分组成G2××G3××A0××A1××A2××A3××含Cr量约为13%含Cr量约为17%含C量≤0.04%(超低碳)含Cr量约为19%,含Ni量约为10%含Cr量约为18%,含Ni量约为12%含Cr量约为23%,含Ni量约为13%A4××A5××A6××A7××A8××A9××含Cr量约为26%,含Ni量约为21%含Cr量约为16%,含Ni量约为25%含Cr量约为16%,含Ni量约为35%铬锰氮不锈钢含Cr量约为18%,含Ni量约为18%待发展不锈钢焊条牌号举例:
(5)铸铁焊条焊条牌号首字母“Z”(或汉字“铸”)表示铸铁焊条。牌号第一位数字表示熔敷金属主要化学成分组成类型(见表7);牌号第二位数字表示同一熔敷主要化学成分组成类型中的不同序号,对于同一成分组成类型焊条,可有十个牌号,按0,1,2,…,9顺序排列;牌号第三位数字表示药皮类型和焊接电源种类(见表1)。铸铁焊条牌号举例:
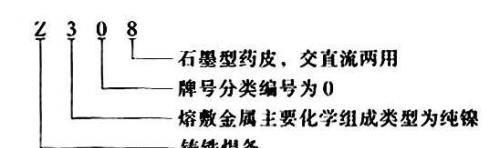
表7 铸铁焊条牌号第一位数字含意焊 条 牌 号熔敷金属主要化学成分组成类型焊 条 牌 号熔敷金属主要化学成分组成类型Z1××Z2××Z3××Z4××碳钢或高钒钢铸铁(包括球墨铸铁)纯镍镍铁合金Z5××Z6××Z7××镍铜合金铜铁合金待发展(6)堆焊焊条焊条牌号首字母“D”(或汉字“堆”)表示堆焊焊条。牌号第一位数字表示堆焊焊条的用途或熔敷金属的主要成分类型(见表8),第二位数字表示同一用途或熔敷金属主要成分中的不同牌号,对同一药皮类型的堆焊焊条按0,1,2,…,9顺序排列;牌号第三位数字表示药皮类型和焊接电源种类(见表1)。堆焊焊条牌号举例:
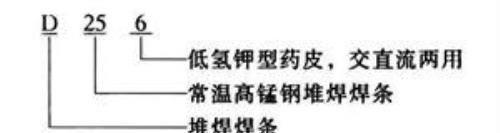
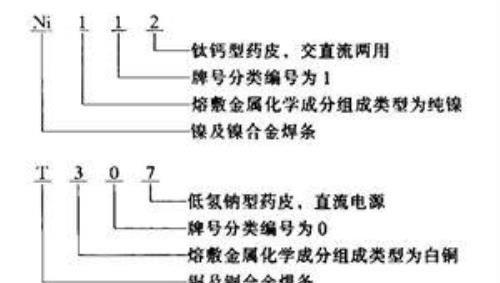
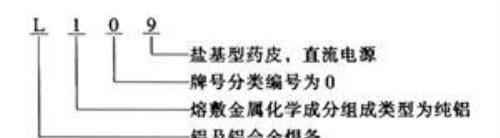
表8 堆焊焊条牌号的前两位数字含意焊 条 牌 号主要用途或主要成分类型焊 条 牌 号主要用途或主要成分类型D00×-09×D10×-24×D25×-29×D30×-49×D50×-59×不规定不同硬度的常温堆焊焊条常温高锰钢堆焊焊条刀具工具用堆焊焊条阀门堆焊焊条D60×-69×D70×-79×D80×-89×D90×-99×合金铸铁堆焊焊条碳化钨堆焊焊条钴基合金堆焊焊条待发展的堆焊焊条(7)有色金属焊条牌号前加“Ni”(或汉字“镍”)、“T”(或汉字“铜”)、“L”(或汉字“铝”),分别表示镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条。牌号第一位数字表示熔敷金属化学成分组成类型,其含意见表9;牌号第二位数字表示同一熔敷金属化学成分组成类型中的不同牌号,对于同一组成类型的焊条,可有十个牌号,按0,1,2,…,9顺序编排;牌号第三位数字表示药皮类型和焊接电源种类(见表1)。表9 有色金属焊条牌号第一位数字的含意镍及镍合金焊条铜及铜合金焊条铝及铝合金焊条焊条牌号熔敷金属成分组成焊条牌号熔敷金属成分组成焊条牌号熔敷金属成分组成Ni1××Ni2××Ni3××Ni4××纯镍镍铜合金因康镍合金待发展T1××T2××T3××T4××纯铜青铜合金白铜合金待发展L1××L2××L3××L4××纯铝铝硅合金铝锰合金待发展有色金属焊条牌号举例:
(8)特殊用途焊条牌号前加字母“TS”(或汉字“特”)表示特殊用途焊条,其含意见表10;牌号第二位数字表示同一用途焊条的不同牌号,对于同一类型焊条,可有十个牌号,按0,1,2,…,9顺序排列;牌号第三位数字表示药皮类型和焊接电源种类(见表1)。特殊用途焊条牌号举例:
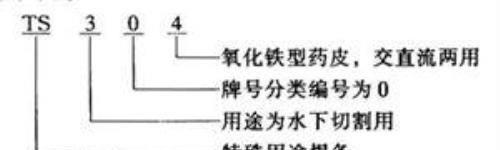
表10 特殊用途焊条牌号条一位数字的含意焊 条 牌 号熔敷金属主要成分及焊条用途焊 条 牌 号熔敷金属主要成分及焊条用途TS2××TS3××TS4××水下焊接用水下切割用铸铁件焊补前开坡口用TS5××TS6××TS7××电渣焊用管状焊条铁锰铝焊条高硫堆焊条
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小德创作整理编辑!