摇头的画法(摇头教程)
导语:不会画摇头冲子?没关系,给你看它的设计标准
大家好,我是三哥,不知道各位朋友有没有趁着这几天的假期到处去玩耍呢?小编呢是已经又开始上班了,今天给大家带来一个好东西——摇头冲子的制件标准,各位不会画摇头冲子的设计师们可要看好了。
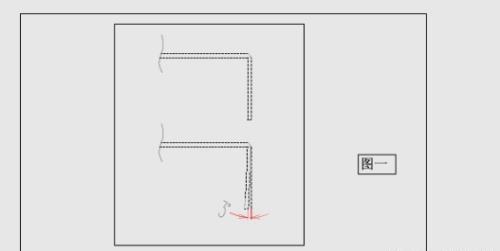
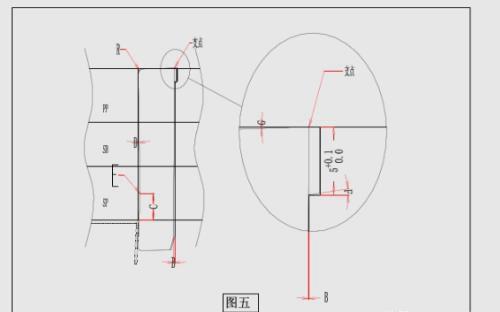
1、首先我们根据产品的形状和材质料厚确定模具打死后,折弯边要达到的角度,通常是3°-5°(如图一,本文讲解的都为3°)
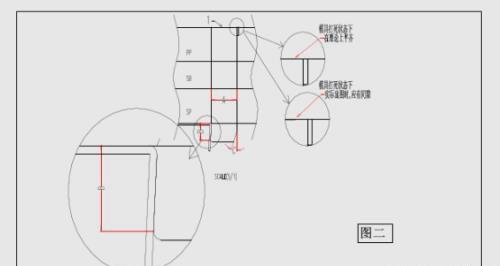
2、这时候我们要确定要知道的一些参数值,如图二中的过压深度B,冲头宽度A、B,斜面角度C(一般为20°-30°),理论上讲在PP板的(1)处,模具压死状态,冲头与PB板相平,实际上为了使冲头更容易调整,冲头应该要有如图中的斜面
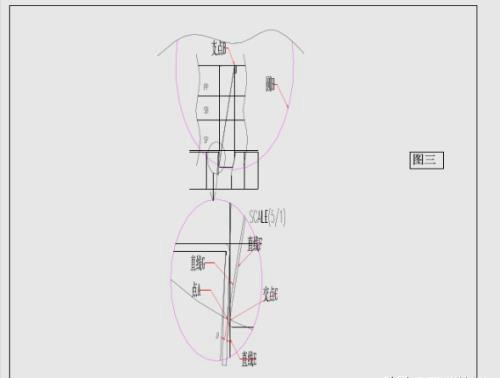
3、确定旋转角度。由A点作与支点V的连线,再以B点为圆心,A到B的距离为半径,画圆H,圆H就是折弯冲头以B为支点的摇动轨迹
确定点C,圆H与直线E的交点即为C点,C点的含义是SP板压住材料时(此时SP板不动),PP板继续向下运动时折弯冲头起始时的状态。确定C点后,由C点作支线B的连线,得到直线F,再测量G与F之间的夹角D,D就是折弯冲头从起始状态到模具打死后折弯冲头的摆动角度
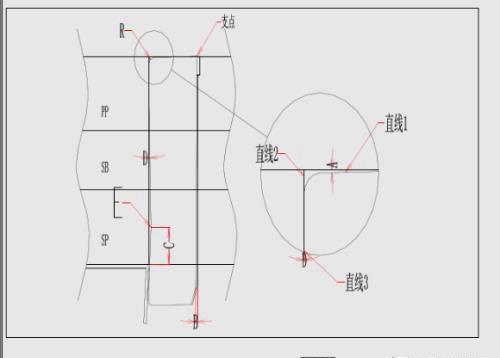
4、确定折弯冲头其他部分的参数
A角:支点做射线,角度为1°-2°,这是为了我们在调整冲头的时候不用追加工
B角:与图三中的D角相等,特殊情况下如果要起始状态的折弯间隙大一点就可以加大B的角度数
C尺寸:这个可以取任意值,但是通常情况是SP板的一般
D角:做出支点1和2直线,倒锐角一般为2°-3°,再由E点作直线3和圆相切,这就得出了D角的度数
5、挂钩问题。挂钩的高度为5mm,我们在设计的时候要把那一点点的公差也写上去,要求角度F与角度G大于角度B,能确保折弯冲头活动的同时挂钩位置不干涉,而且方便调整
6、冲头的斜面角度+冲头的摇摆角度,下面的角度相同,折弯冲头以达到工作完毕时的位置,此时斜面与镶块应该相吻合。
尺寸A就是PP板与SP板间隙剩下A时的情况,折弯冲头与斜面镶块开始接触而工作
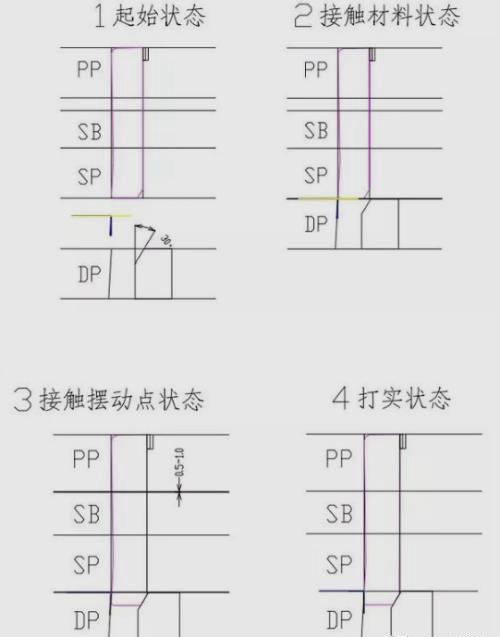
7、摇头冲头的几种工作状态(材料SUS,T=0.2,折弯角度87° )
最后再说几点要注意的事情
1.产品在折弯后的角度为乳胶,但是不能小于80°
2.料厚为0.1-0.5mm的SUS材料需要折弯时,折弯角度为锐角,而且要求不高
3.对于特殊产品形状而又需要折弯的时候,折弯后有容易导致变形向外倒,这里的话可以用摇头的折弯冲头。
好了,关于摇头冲子的制件标准小编就说到这里咯,不知道各位平台们学会了没有呢?有不知道的可以在下方评论区说出来哦,我们一起交流、讨论。
喜欢小编文章的朋友可以点个“关注”哦!你们每一次的点赞,转发都是我写作的动力。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小莉创作整理编辑!