二保焊单面焊双面成型技巧(二保焊立焊单面焊双面成型电流多少电压多少)
导语:二保焊技能训练(企业内部资料):单面焊双面成形
二保焊技能训练(企业内部资料):单面焊双面成形 (下图所示是4mm试板)。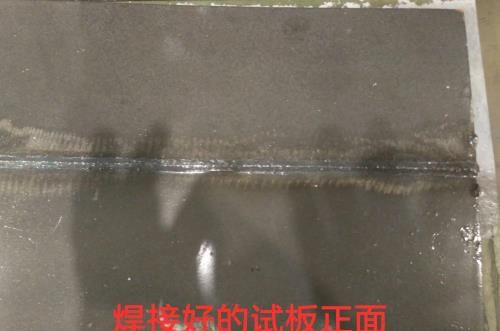
本文是机械企业内部技能训练指导书,我摘取了其中一些内容,分享给大家。
如果喜欢请关注我:光头机电,欢迎留言评论,下期就继续。
二保焊单面焊双面成形是指工件上一面焊接 背面也能焊透,并形成纹路的一种焊接手法。
一:焊前准备单面焊双面成形操作的焊前准备工作,较其他的操作法复杂,要求更严格,因为焊前准备不充分,将影响焊后缝的质量。
焊件(试板):采用Q235A低碳钢钢板。厚度为12mm,规格为300mm×125mm,等离子下料,然后用刨床加工成Y形坡口,气割下料的焊件,坡口边缘的热影响区应刨去。 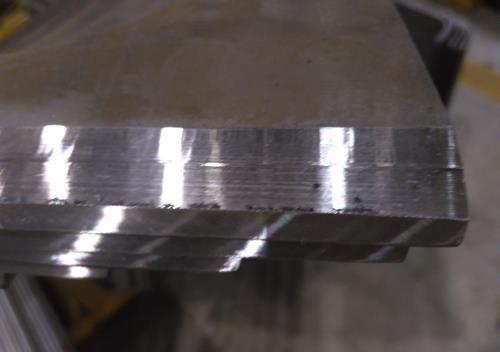
二、焊前装配定位装配定位的目的是把两块试板装配成合乎焊接技术要求的Y形坡口试板。 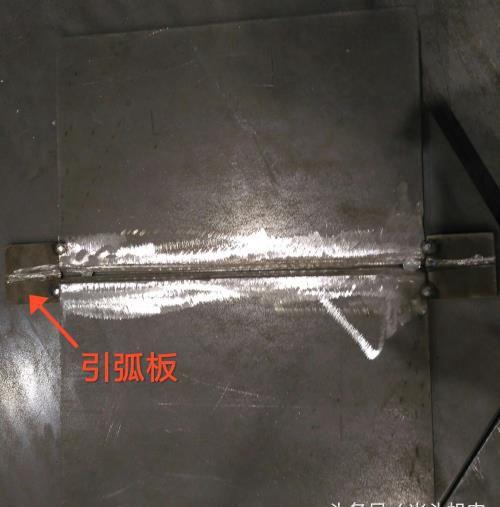
(1)准备试板用角向打磨机,将试板两侧坡口面及坡口边缘20-30mm以内的油、污、锈、垢清除干净,要见金属光泽。然后在钳工台钳上修磨坡口钝边,使钝边尺寸保持在0.5~1.5mm
(2)将打磨好的试板装配成Y形坡口的对接接头,装配间隙:始焊端为3.2mm,终焊端为4mm装配好试件后,在焊缝的始焊端和终焊端20mm内,定位焊接,定位焊焊缝缝长10~15mm(定位焊焊缝焊在正面焊缝处),对定位焊焊缝质量要求与正式焊接一样。 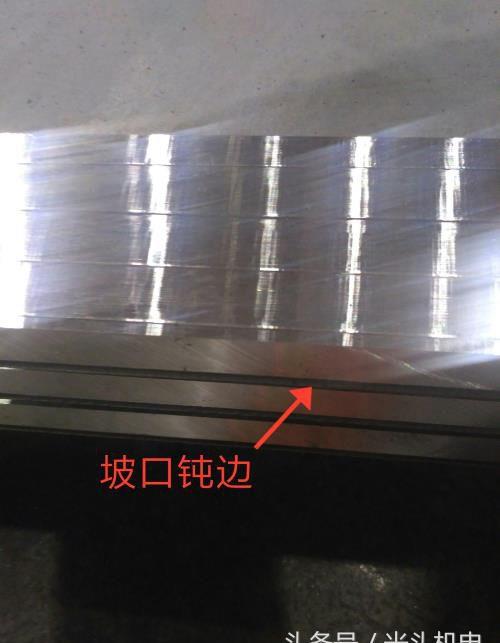
(3)反变形根据实际情况加以预留或控制。
(4)焊接操作板厚为12mm试板,对接平焊焊缝共有四层:第一层为打底焊层,第二、三层为填充层,第四层为盖面层。
1)打底层焊。
2)填充层的焊接。
3)盖面层的施焊。
这三过程要求比较高,电流电压,焊前预热,焊接手法等等都有严格的规定,所以,另作一章介绍。
三、焊缝清理焊完焊缝后,清除焊渣,用钢丝刷进一步将焊渣、焊接飞溅等清除干净。焊缝处于原始状态,交们付专职焊接检验前不得对各种焊接缺陷进行修补。 
四、焊缝质量检检查按国质检有关规定进行,超声波,磁粉,渗透。。。。
如果你喜欢,请关注我:光头机电,记得评论,点赞,下期继续
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小畅创作整理编辑!