> 娱乐
数控编程中g代码大全(数控的g代码)
导语:零基础学数控G代码篇(十二)其他G代码篇二
在编程时,会根据图纸标注尺寸或者编程人员习惯会使用不同的指令。
1.G90绝对尺寸模式
在此指令下,编程所用的坐标值为绝对坐标值(即加工位置坐标相对于编程原点的坐标值)
G91相对尺寸模式
在此指令下,编程所用的坐标值为相对坐标值(即加工位置坐标相对于上一个加工位置的坐标增量值)
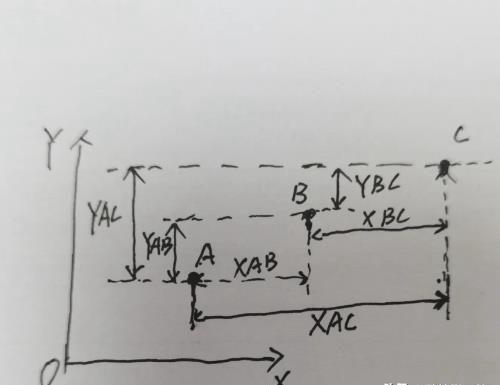
绝对/相对坐标示意图
A点为编程原点
绝对编程
G90G01 XAC YAC F5 刀具到达B点
XAB YAB 刀具到达C点
相对编程
G91G01 XAC YAC F5 刀具到达C点
-XBC -YBC 刀具到达B点(因为B点相对C点来说,向负方向移动了)
G90设定工件坐标系,用法如下:
G92 X___ Y___ Z___
1.XYZ为刀位在该坐标系下的位置,采用绝对编程。
2.当刀尖为程序起点设定坐标系时,那么刀具的长度补偿无效;
G92 X25.2 Z23
刀尖为程序原点建立坐标系
若刀柄上的基准点为程序起点设定坐标系时,那么就需要使用刀具长度补偿来消除刀尖到该基准点的差值。
G92 X41 Z60
刀柄基准点为程序原点建立坐标系
加工中心
G94每分钟进给,单位mm/min
G95每转进给,单位mm/r
车床
G98每分钟进给,单位mm/min
G99每转进给,单位mm/r
对于加工中心来说,G98为返回初始点,G99返回R平面,一定不要记错喽!
关注我,数控学习不迷路!
本文内容由小悦整理编辑!