碳纤维管卷制工艺中的铺层技术要点有哪些(碳纤维管卷制工艺中的铺层技术要点是)
导语:碳纤维管卷制工艺中的铺层技术要点
卷制碳纤维管是先设计好铺层顺序与角度,然后进行叠加,再进行卷绕的工艺方法。与缠绕工艺相比,卷管工艺制作出的碳纤维管树脂含量稳定性较好,可以有效解决固化过程中因温度不均带来的线段积分强度不一等问题。当然,卷制工艺也有缺点,其设计性不如缠绕工艺,强度测算比较复杂。下文,无锡智上新材就根据其自身多年的碳纤维制品研发经验,对碳纤维管卷制过程的一些技术要点进行解读。
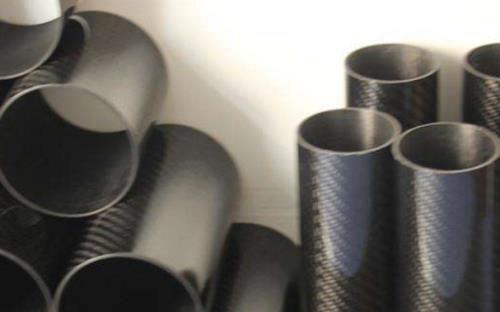
碳纤维圆管
为什么要限制碳纤维预浸料的连续铺层数?
从生产者角度说,连续铺层可以节约时间成本,但是连续铺层数过多,必然会带来泊松效应和微裂纹等负面问题。材料在沿加载方向伸长或缩短时,垂直于加载方向的部分便会随之发生缩短或伸长现象,这就是泊松效应。泊松效应直接影响到制品的刚度和应用效果。泊松效应大的产品不适合应用于高压、高温、高载荷的工作环境,因此,碳纤维卷管过程中要严控泊松效应的产生。一般的碳纤维层压板中同方向的铺层数在8%-67%,无锡智上新材认为卷制碳纤维管的铺层必须更加严格,应根据实际应用需求单独设计。

碳纤维圆管
除了泊松效应外,连续铺层过多还会导致同角度连续层与其他层之间的剪切与耦合力度增大,造成断裂面呈现明显的层状,制品强度大幅度下降,使用寿命严重缩短,尤其是在潮湿、风沙及高温环境下,影响更为剧烈。
限制同一铺设角度的最大连续铺层数可以有效减少微裂纹的形成,无锡智上新材建议连续同角度铺层厚度不能大于1mm,同角度的最大连续铺层数不能超过4层,单层厚度大于或等于0.3mm 的铺层,同角度连续铺层数不能超过3层。

不同角度的铺层
为什么要重视铺层角度设计?
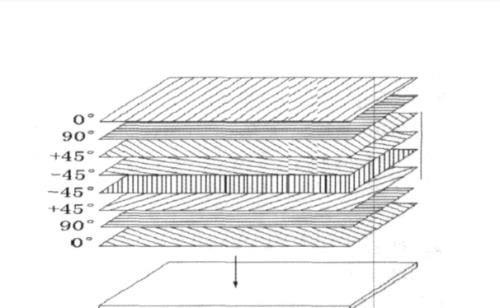
合理设计铺层角度能有效提升碳纤维制品的整体性能,目前常用的铺设角度为 0°、±45°、90°。如果铺层角度设计不合理,会造成制品重量和成本的增加,碳纤维复合材料的性能优势也很难体现出来。
铺层角度设计必须要注意均衡性,均衡的铺层角可以减少碳纤维复合材料部件在固化过程中产生残余应力,从而避免翘曲变形。无锡智上新材强调,采用卷管工艺制作碳纤维管时,因为横截面均一,所以必须保证铺层在承载方向是均衡的,这在固化过程中尤为重要。不同的铺层角度应该在铺层顺序中均匀分布。为最小化层间剪切,在两个相邻层间应最小化铺层层间角度的偏差;为最小化耦合效应,层与层铺贴过程中尽量±45 °铺放。
不同角度的铺层
另外,在铺层过渡区,应保持整体的对称均衡性,将去除的分层位置交替地施加于接近或远离铺层的中间线区域;同角度铺层数与整体铺层数同步增减;外部铺层应连续覆盖整个表面,不能有断层;尽量避免在外部去除铺层,避免在同一点去除两个或更多的相邻层,尽可能地在连续铺层之间交替去除铺层;在实际应用中,每两个断层间至少应有一个连续铺层。
(版权所有,转载时请务必保持内容的完整性并标明文章出处。)
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小碧创作整理编辑!