如何减小焊接残余应力和焊接残余变形(如何减小焊接残余应力的问题)
导语:如何减小焊接残余应力?
焊接应力是引起焊接接头中产生各种焊接裂纹的重要因素,而焊后留在焊件内的残余应力将会影响结构的使用寿命。所以,为了提高整个构件的焊接质量,必须采取措施控制和减小焊接残余应力。

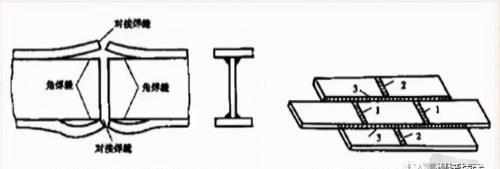
为减小焊接残余应力,应采取下列工艺措施: 1、采用合理的焊接顺序和方向 (1)焊接平面上的焊缝,要保证纵向焊缝和横向焊缝(特别是横向)能够自由收缩。如焊对接焊缝,焊接方向要指向自由端。 (2)先焊收缩量较大的焊缝,如结构上有对接焊缝,也有角焊缝,应先焊收缩量较大的对接焊缝,如图7-27所示。
(3)先焊横向短焊缝,如图7-28所示。

(4)工作时应力较大的焊缝先焊,使内应力分布合理,如图7-29所示。

(5)交叉对接焊缝焊接时,必须采用保证交叉点部位不易产生缺陷的焊接顺序。T形焊缝和十字焊缝焊接时,应该将交叉处先焊的焊缝铲干净,按照正确的顺序焊接,才能使T形焊缝和十字焊缝的横向收缩比较自由,有助于避免在焊缝的交点处产生裂纹。 2、降低焊接结构的局部刚性 结构刚性增加时,焊接应力随之加大。因此,降低构件焊接部件的局部刚性,有利于减小应力。在焊接封闭焊缝或其刚性较大的焊缝时,可以采取反变形法来降低结构的局部刚性或者在焊缝附近开缓和槽的方法来降低焊接部位的局部刚性。 3、加热“减应区” 焊接时,加热那些阻碍焊接区自由伸缩的部位,使之与焊接区同时膨胀、同时收缩.就能减小焊接应力,这种方法称为加热“减应区”法,或称为同步收缩法。加热的部位就称为“减应区”。 4、采用“冷焊”的方法降低焊接残余应力 “冷焊”的原则是尽量使焊接结构上的温度分布均匀,要求焊缝的局部温度尽量控制得低些,同时这个局部在焊接结构整体中所占的体积尽量小些。这种在结构中尽量减小温差的办法,可以有效地减小焊接残余应力,降低热应力裂纹倾向。 在冷焊操作时采用较小直径的焊条,较小的焊接电流,每次只焊很短一段焊缝。例如,铸铁的补焊每段只焊10~40mm。焊刚性较大的构件,每次只焊一根或半根焊条,每道焊完后,要冷却至不烫手时,才可焊下道焊缝。 5、锤击焊缝 在每道焊缝冷却过程中,用圆头小锤锤击焊缝,使焊缝金属受锤击产生塑性拉伸变形而向四周延展,抵消焊缝的收缩而降低内应力。锤击应保持均匀适度,避免锤击过度而产生过深的锤痕。 6、焊前预热 焊前预热的目的是使焊接区和结构的温度梯度减小,降低约束度,达到减小焊接内应力的目的。焊件焊前预热可整体预热,也可焊接区局部预热。预热的方法有炉内整体加热、局部远红外线加热、局部工频加热、火焰加热等。
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小芦创作整理编辑!