止水带热熔焊接机怎么使用(止水带热熔焊接说明)
导语:止水带热熔机焊接机硫化机接头机焊接准备及使用方法
橡胶止水带在施工过程中,由于施工缝或者变形缝处止水带的连接需要接头,止水带接头的连接需要采用热熔连接,那么我们街灯需要连接橡胶止水带接头的工具。橡胶止水带接头热熔机是保证止水带接头连接牢固的工具,我们首先了解一下橡胶止水带接头热熔焊机的结构。橡胶止水带热熔焊机是由模具和控制箱两部分组成,模具内设有与控制箱相连接的电热元件,模具的界面形状与被加热元件相适应,模具的中间部位设有测温设施,混炼胶片与止水带接头处的硫化胶材料相似,亲和作用大,混炼胶片里的硫化剂扩散至接头界面,与硫化胶剩余的双键发生交联反应,形成共硫化体系,使接头处连为一体,加压硫化过程中需严格控制硫化温度和硫化时间。
止水带接头机就是橡胶止水带止水带接头的工具(模具)。止水带接头机一般配以控制柜和千斤顶使用。
止水带接头焊接机顾名思义就是止水带接头用的机子(工具。) 又名止水带热熔机、止水带热熔焊机、止水带热熔焊接机、止水带接头硫化机。
止水带接头焊接机是由模具和控制箱两部分组成,模具内设有与控制箱相连接的电热元件,模具的界面形状与被加热元件相适应,模具的中间部位设有测温设施,生胶片与止水带接头处的硫化胶材料相似,和作用大,生胶片里的硫化剂扩散至接头界面,与硫化胶剩余的双键发生交联反应,形成共硫化体系,使两根止水带接头处连为一体,加压硫化过程中需严格控制硫化温度和硫化时间。
橡胶止水带热硫化接头焊接步骤
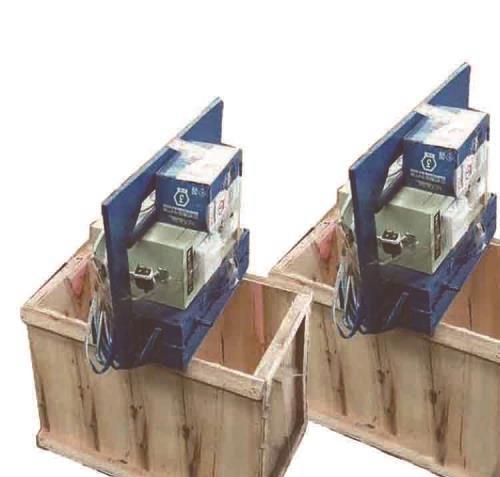
1、准备好橡胶止水带接头所需求的热硫化复合式焊接机具:
2、提早30分钟接通电源进行热熔焊机预热,预热温度应到达130~150℃。
3、将橡胶止水带接头切开整齐,使用打磨机对端头进行打磨,宽度不小于5cm。
4、分别切开10cm宽生橡胶帮接条和1cm宽生橡胶衔接条。
5、拔掉电源,封闭预热焊机,将止水带接头平铺在焊机底板上。
6、将1cm宽生橡胶衔接条放入接缝中心。然后将10cm宽的生橡胶帮接条平铺在止水带的打磨面上,确保接缝两边宽度平等。
7、合上热熔机,拧紧螺栓。接通电源5分钟后,再次拧紧螺栓加压(以两个人拧不动即可),持续加热5分钟,封闭电源焊接完毕。
8、热熔焊机冷却20分钟后,取出橡胶止水带,进行焊接的外观查看,合格后方可进行安装工作。
止水带热熔焊接机使用方法:
1、将两个止水带接头切齐对正。
2、预留3-5mm接缝,将热混炼胶片填补在预留接缝处。
3、用8cm宽、65cm长、2mm厚的生胶带包裹止水带接缝一周,并用手压实密贴。
4、将衔接接头位置置于热熔焊接主机上。
5、在温控仪上调试好需求加热的温度,195℃±10℃。
6、在加热过程中不断调整千斤顶,使两块模具缝隙刚好到达止水带厚度停止。
7、加热时间10min±5min。待冷却到室温即可。
本文内容由快快网络小洁创作整理编辑!