钣金件折弯展开图怎么画(钣金折弯展开图画法及应用实例)
导语:图文并茂!分享钣金件折弯与展开的计算,附公式
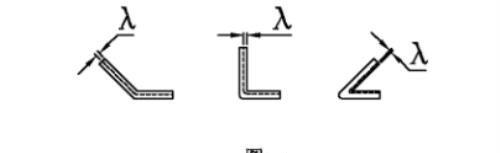
板料在弯曲过程中外层到到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在高曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算高曲件展开长度的基准。
1、中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变开程度随之增大,中性层位置逐渐向高曲中心的內侧移动。中性居到板料內侧的距离用A表示(见图一)。
2、折弯模具:
我们使用的小松数控折弯机庑配套的普通折弯模具Ⅴ型槽宽度通常为适用该折弯模的板厚的5-6倍。板厚与适用V型槽宽(见表1)。

3、展开计算方法:
3.1 90°折弯(一般折弯)
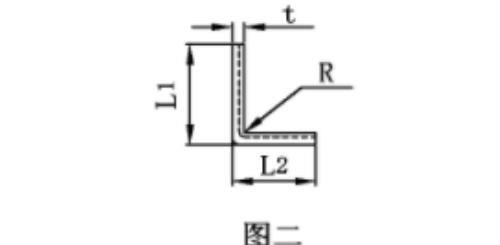
3.1.1(如图二),由于我们常用的折高上模的尖角通常小于0.5,所以折高内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。展开长度的计算公式为(1):
L=L1+L2-2t+系数a;
3.1.2折弯系数a的计算公式为(2):
a=-0.075V+0.72t-0.01
其中:V--下模槽宽:t--材料厚度
3.1.3为方便计算将展开长度的计算公式间化为(3):
L=L1+L2-系数C
注:篇化系数C=(2t-系数a)见表2
3.1.4多次折弯展开长度的计算公式为(4):
L=L1+L2+L(n-1)C
其中:n--折弯次数

4、反折压平(双折边)
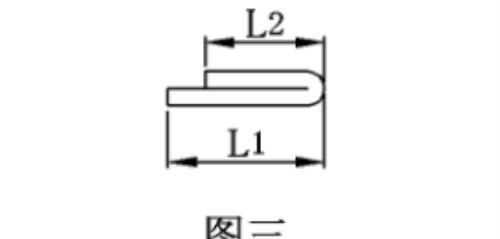
4.1如图三,双折边是两层钢板重叠在一起的折弯开状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。它需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形
4.2双折边的展开长度计算公式为(5):
L=L1+L2-系数C
4.3系数C的经验值见表3。

5、钝角折弯
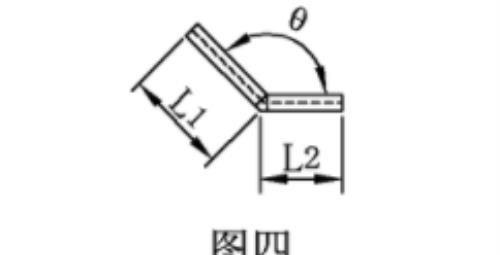
5.1(如图四)我们常用的钝角折边通常为135、150°,属开长度计算公式为(6):
L=L1+L2-系数C
5.2系数C的经验值(二)见表4

6、折边工艺
6.1最小折边工艺
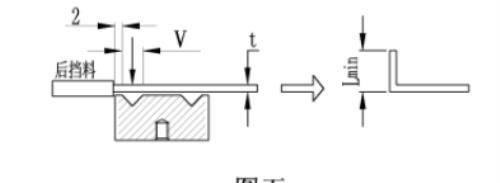
6.1.1(如图五)最小折边尺寸为公式(7):
Lmin=(V/2)+2+t
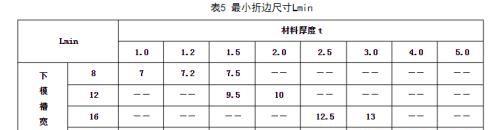
6.1.2不同材料厚度的最小折边尺寸Lmin(见表5)。
6.1.3最小Z型折边中间高度(如图六),Z型折边中间高度受V型槽中心到下模边距离影响,最小折边高度为公式(8):
Hmin=(V/2)+2.5+2t

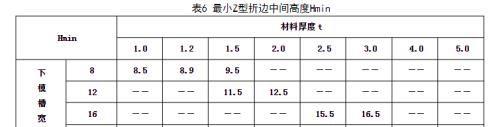
6.1.4 不同材料厚度的最小Z型折边中间高度Hmin见表6。
6.2最大Z型折边反边尺寸
6.2.1最大Z型折边反边尺寸(如图六),通常的开关柜左门为Z型折边,其反边尺寸受下模及模座高度影响,最大反边高度为公式(9):
Lmax=59+t
6.2.2当Z型折边中间高度小于30时,不同材料厚度的Z型折边最大反边尺寸见表7,当Z型折边中间高度较大时,受折弯机下模座不同部位景响,其反边最大尺寸应现场确定。

7 、U型折边
7.1(如图七)受机床及模具影响,U型折边宽度H不能太小,高度H2不能太大;当H2满足表5的最小折边尺寸时,H最小值公式为(10)
H=12+2t

7.1.1 H1的数值见表8

7.1.2当H1值较大时,应满足:B<H1-35。
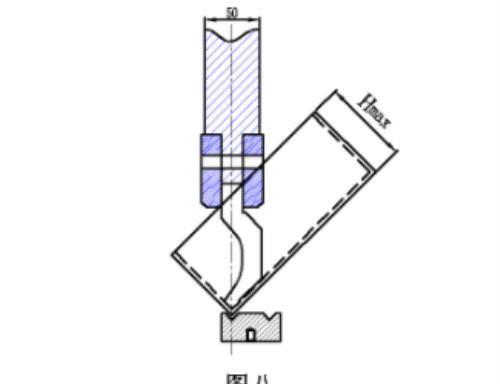
7.2四面折边最大高度H
7.2.1受模具景响四面折边最大高度Hmax<175(如图八)。
以上,欢迎动动手分享及收藏!
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小馨创作整理编辑!