> 房产
折弯压线位置(折弯和压弯的区别)
导语:什么是压线折弯,什么情况下采用折弯压(割)线处理?
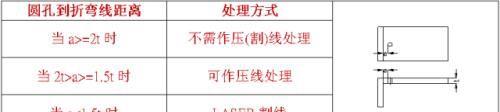
压线折弯是在钢板料厚太大,又要折出较小边的直角弯,必须在折弯机上先用尖刀压线,位置在折弯线处,压出一道V形的压痕,以方便把小边带起来。另外,不光是这种情况要用到压线,在边上的孔比较靠近折弯的时候,也常用到这种工艺,以防止孔被拉变形。具体处理方式如下:
1. 圆孔到折弯线的尺寸标准
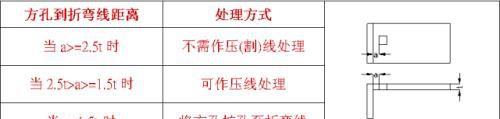
2. 方孔到折弯线的尺寸标准
3. 沙拉孔到折弯线的尺寸标准

注意:
1. 因会影响产品外观,故尽量少用割线处理方式,
2. 若圆孔距折弯线的距离太小,可先割一个较小的孔,在折弯后再进行钻孔处理,
3. OB孔暂以圆孔之标准进行处理。
附一
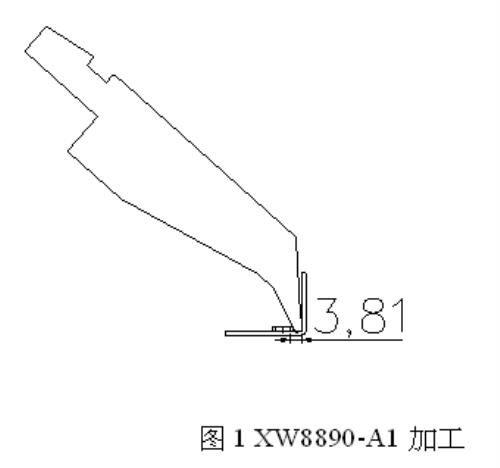
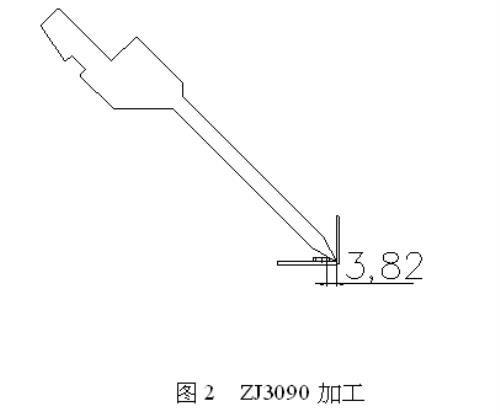
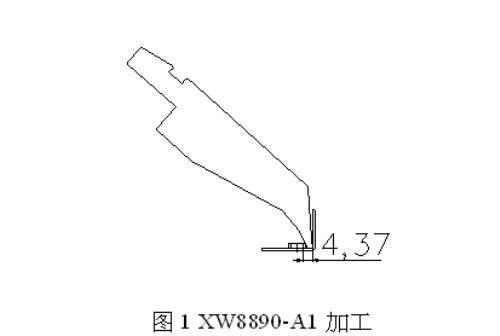
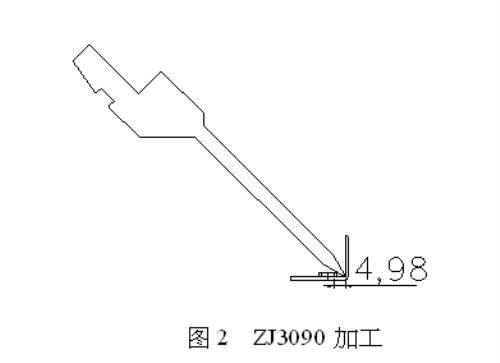
M3螺母压铆底孔边到折弯线的尺寸标准(图1,图2),否则采用:
A.先折弯后压铆
B.先压铆后ZJ3090折大角度,再分刀加压
C.铆钉处压线后压铆,再分刀折成型
D.LASER割线
E.NCT冲工艺孔
注:M3螺母压铆底孔边到折弯线距离若小于1.2mm,必须采用E方案加工
附二
M4螺母压铆底孔边到折弯线的尺寸标准(图3,图4),否则采用:
F.先折弯后压铆
G.先压铆后ZJ3090折大角度,再分刀加压
H.铆钉处压线后压铆,再分刀折成型
I.LASER割线
J.NCT冲工艺孔
注:M4螺母压铆底孔边到折弯线距离若小于1.4mm,必须采用E方案加工。
附三
M3抽芽外边到折弯线的尺寸太小采用:
A.抽孔后折弯再攻芽
B.压线后抽孔,再分刀折成型后攻芽
C.LASER割线
免责声明:本站部份内容由优秀作者和原创用户编辑投稿,本站仅提供存储服务,不拥有所有权,不承担法律责任。若涉嫌侵权/违法的,请反馈,一经查实立刻删除内容。本文内容由快快网络小里创作整理编辑!